Изготовление металлической детали на заказ — это многоэтапный процесс, где контроль качества является неотъемлемой частью каждого шага. От момента получения чертежа до упаковки готового изделия ваша деталь проходит через серию проверок, гарантирующих ее точность, функциональность и долговечность. Рассмотрим ключевые этапы этого пути.
Основные этапы производства и контроля металлической детали
Каждое изделие проходит строгий контроль на следующих стадиях технологической цепочки.
- Входной контроль материалов и чертежей
- Контроль в процессе механической обработки
- Контроль после термообработки и покрытий
- Финальный контроль и упаковка
Детальное описание этапов контроля
1. Входной контроль материалов и чертежей
Перед началом производства проверяется вся исходная информация и материалы.
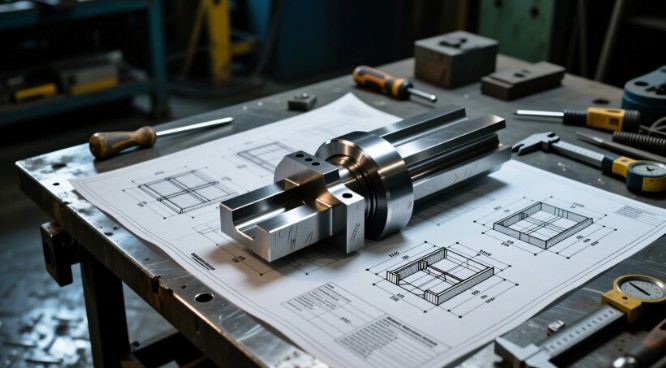
- Анализ конструкторской документации: инженеры проверяют чертеж на технологичность, уточняют допуски и шероховатости.
- Проверка металлопроката: материал (пруток, лист, поковка) подвергается визуальному осмотру и проверке сертификатов. При необходимости проводятся лабораторные испытания на соответствие марке стали или сплава.
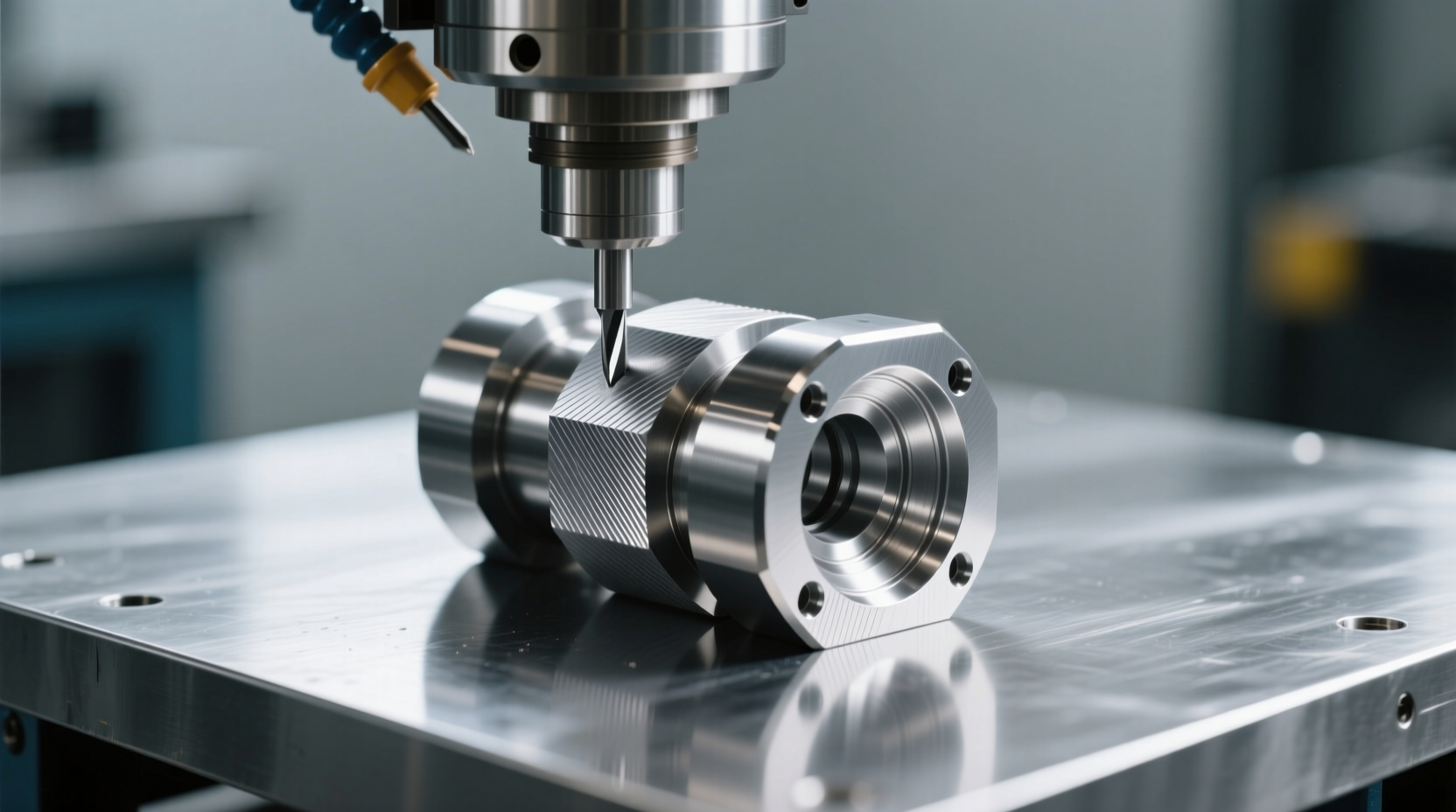
2. Контроль в процессе механической обработки (на станках ЧПУ)
Контроль осуществляется как во время, так и после выполнения операций.
| Операция | Что контролируется | Инструмент контроля |
|---|---|---|
| Токарная/фрезерная обработка | Черновые размеры, соосность, шероховатость | Штангенциркуль, нутромер, индикатор |
| Координатная обработка (сверление, расточка) | Точность расположения и диаметры отверстий | Калибры-пробки, координатно-измерительная машина (КИМ) |
| Финальная чистовая обработка | Критические размеры по чертежу, геометрия | Микрометр, прецизионный калибр, КИМ, профилометр |
3. Контроль после термообработки и нанесения покрытий
- Термообработка (закалка, отпуск): проверка твердости на эталонном образце или детали (прибором ТР — твердомер Роквелла).
- Гальванические или химические покрытия (цинкование, анодирование и др.): контроль толщины слоя (магнитным или вихретоковым толщиномером), адгезии и внешнего вида.
4. Финальный контроль и упаковка
Перед отгрузкой заказчику деталь проходит окончательную комплексную проверку.
- Стопроцентная проверка критических параметров: по чертежу сверяются все размеры, допуски, указания по шероховатости.
- Визуальный контроль: выявление заусенцев, царапин, следов коррозии.
- Контрольная сборка (при необходимости): проверка сопряжения детали с другими узлами.
- Документирование: все результаты измерений заносятся в карту контроля или протокол, который может быть приложен к партии деталей.
- Упаковка: деталь упаковывается для защиты от повреждений при транспортировке (вакуумная упаковка, ингибиторы коррозии, жесткая тара).
Что обеспечивает многоступенчатый контроль?
Внедрение многоступенчатого контроля качества — это не бюрократическая процедура, а стратегический процесс, создающий реальную ценность для производителя и заказчика. Вот какие ключевые преимущества и гарантии он обеспечивает.
1. Гарантия соответствия техническому заданию (ТЗ) и чертежу
Это прямая и основная цель. Контроль на каждом этапе выступает как проверка на соответствие первоначальному плану.
- Предотвращение каскадных ошибок: Обнаружение отклонения на ранней стадии (например, неправильная заготовка) останавливает процесс, что дешевле, чем дорабатывать или выбрасывать почти готовую деталь.
- Достижение прецизионной точности: Многоступенчатые замеры (черновые, промежуточные, чистовые) позволяют постепенно и контролируемо приближать размеры детали к заданным в чертеже, особенно при жестких допусках в сотые и тысячные доли миллиметра.
2. Превентивное выявление и минимизация брака
Система контроля работает по принципу «не пропустить дальше», создавая барьеры для некондиционной продукции.
| Где выявлен брак | Последствия без контроля | Выгода от многоступенчатого контроля |
|---|---|---|
| На входе (брак материала) | Дорогостоящая обработка дефектного материала, 100% брак готовых деталей. | Нулевые затраты на обработку. Возврат материала поставщику. Экономия времени и ресурсов. |
| В процессе обработки (смещение размера) | Вся последующая партия будет обработана неверно. Масштабный передел или утилизация. | Брак в пределах одной детали. Быстрая переналадка станка. Спасена вся партия. |
| На финише (скрытый дефект) | Поставка брака заказчику, рекламации, финансовые санкции, потеря репутации. | Брак отбракован на заводе. Сохранены отношения с клиентом и деловая репутация. |
3. Управление рисками и прослеживаемость
Каждый этап документируется, что создает цифровой след детали.
- Расследование причин: Если проблема все же возникла, протоколы контроля позволяют быстро определить, на каком именно этапе, на каком станке и с какой партии материала произошел сбой.
- Ответственность: Четкое понимание, кто и когда проводил операции и проверки.
- Доверие заказчика: Возможность предоставить полный пакет документов (сертификат на материал, протоколы измерений, термообработки), что особенно критично для регулируемых отраслей (авиация, медицина, атомная энергетика).
4. Повышение эффективности производства и снижение себестоимости
Парадоксально, но затраты на контроль окупаются многократной экономией.
- Снижение затрат на переделку и утилизацию: Раннее обнаружение брака экономит машинное время, инструмент и электроэнергию.
- Оптимизация процессов: Данные с контроля (например, об износе инструмента) используются для планово-предупредительного обслуживания станков и улучшения техпроцессов.
- Минимизация «человеческого фактора»: Четкие инструкции и промежуточные проверки снижают зависимость результата от индивидуального мастерства одного оператора.
5. Обеспечение функциональности, надежности и безопасности
Качество — это не только размеры, но и эксплуатационные свойства.
- Механические свойства: Контроль термообработки гарантирует, что деталь будет иметь необходимую твердость, прочность и износостойкость, а не сломается или деформируется под нагрузкой.
- Коррозионная стойкость: Проверка толщины и качества покрытий обеспечивает защиту от ржавчины на заявленный срок.
- Безопасность сборки и работы: Контроль отсутствия заусенцев, микротрещин и внутренних дефектов предотвращает травмы при монтаже и отказы в работе готового изделия.
6. Формирование культуры качества на предприятии
Многоступенчатый контроль — это не только отдел ОТК. Это философия.
- Ответственность на каждом этапе: Оператор, наладчик, технолог знают, что их работу проверят, что мотивирует делать правильно с первого раза.
- Непрерывное улучшение: Данные о повторяющихся отклонениях становятся основой для корректирующих действий и модернизации процессов.
В результате заказчик получает не просто «железку», а гарантированно предсказуемый продукт, который:
- Без доработок станет на своё место в узел или механизм.
- Будет работать заявленный срок в ожидаемых условиях.
- Имеет документально подтверждённое происхождение и качество.
- Изготавливается с минимальным риском срыва сроков из-за внутреннего брака.
Таким образом, многоступенчатый контроль трансформируется из статьи расходов в ключевой инвестиционный актив предприятия, который напрямую влияет на его конкурентоспособность и финансовый результат.