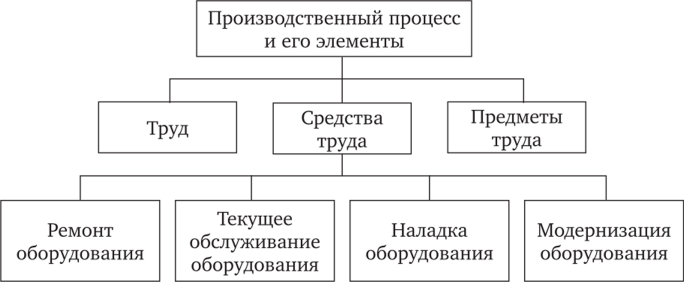
Организация эксплуатации, технического обслуживания и ремонта оборудования
Данный стандарт предназначен для проведения работ по организации эксплуатации, техническому. обслуживанию и ремонту оборудования.
Стандарт разработан отделом обслуживания оборудования.
1 Область применения
Настоящий стандарт устанавливает порядок поступления нового оборудования в производство и его последующего обслуживания, регламентирования планирования и проведения ремонтов, ведения записей.
Стандарт распространяется на все участки основного производства и вспомогательные подразделения.
2 Нормативные ссылки
В настоящем стандарте использованы следующие руководящие и методические документы:
- «Типовая система технического обслуживания и ремонта метало- и деревообрабатывающего оборудования. Министерство станкостроительной и инструментальной промышленности экспериментальной НИИ металлорежущих станков M1988 г.
- СТП СМК. Закупки. Порядок приема закупленной продукции на склады предприятия, хранения и выдачи в производство.
- СМК. Инструкция Управление процессами. Действия в нештатных ситуациях.
- Инструкция по утилизации отходов.
- Изготовление образцов изделий на основном производстве.
3 Определения
В настоящем стандарте использованы следующие термины и определения
1) Технологическое оборудование основное — токарные станки и токарные автоматы, обрабатывающие центры, фрезерные станки, шлифовальные станки, сверлильные станки, пресса, линии поверхностного монтажа, стенды контроля и другое оборудование, используемое для изготовления продукции.
2) Технологическое оборудование вспомогательное – оборудование (грузоподъемные механизмы, станки и т.п.), используемое для поддержания основного оборудования в исправном состоянии (ремонт, изготовление запасных частей и т.п.).
3) Техническая эксплуатация технологического оборудования совокупность организационно-технических мероприятий по использованию, техническому обслуживанию технологического оборудования и надзору за ним, направленных на предупреждение преждевременного износа деталей, узлов и механизмов, а также его содержание в состоянии, соответствующем установленным требованиям.
4) Использование технологического оборудования – непосредственная эксплуатация (применение) оборудования производственным персоналом для выполнения технологических процессов (операций) в соответствии с режимами, заданными в НД на изготовление продукции.
5) Техническое обслуживание технологического оборудования – комплекс работ, выполняемых производственным персоналом во взаимодействии с ремонтными службами, в целях обеспечения его исправности и работоспособности в период между текущими ремонтами (осмотры, профилактические работы, замена смазки и рабочего инструмента и т.п.) в соответствии с инструкциями по эксплуатации.
6) Надзор за состоянием технологического оборудования текущее ежемесячное наблюдение и оценка состояния оборудования, а также, соблюдение правил по эксплуатации и технического обслуживания, осуществляемые рабочим (оператором), производственными мастерами в целях предупреждения преждевременного выхода оборудования из строя.
7) Надзор за состоянием технологического оборудования ПЕРИОДИЧЕСКИЙ — плановые и внеплановые проверки службой отдела обслуживания оборудования, состояния эксплуатируемого оборудования и технического обслуживания оборудования в цехах основного и вспомогательного производства в целях поддержания его характеристик в соответствии с установленными требованиями.
 Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
Для обеспечения постоянной технической готовности оборудования предусматриваются следующие виды предупредительного обслуживания и ремонта:
- Плановое техническое обслуживание ТО1
- Плановое техническое обслуживание TО2
- Текущий ремонт ТР
9) Техническое обслуживание и ремонт (ТОиР) технологического оборудования — выполнение в плановом порядке работ на деталях, узлах, механизмах оборудования с целью восстановления технических характеристик, предусмотренных в ГОСТах или заданных в условиях заводов-изготовителей и обеспечение его работоспособности и требуемой технологической точности до очередного ремонта.
10) Ремонтный цикл — это повторяющаяся совокупность различных видов технического обслуживания, выполняемых в предусмотренной последовательности через установленные, равные числа часов оперативного времени работы оборудования, называемые межремонтными периодами.
11) Структура ремонтного цикла — это перечень видов технического обслуживания, входящих в его состав, расположенных в последовательности их выполнения, рекомендуемого большинством заводов изготовителей оборудования.
12) Техническое обслуживание ТО1 — это операция планово-технического обслуживания выполняемая с целью проверки всех узлов оборудования и накопления информации об износе деталей и изменении характера их сопряжений, необходимых-для подготовки предстоящих ремонтов. Выполняется по заранее составленному плану, как правило, без разборки узлов, визуально или с помощью средств технической диагностики. При осмотре может производиться устранение мелких неисправностей (приложение А).
13) Техническое обслуживание TО2 — это плановое обслуживание, выполняемое для обеспечения или восстановления работоспособности оборудования и состоящее в замене и (или) восстановлении отдельных частей (приложение Б).
14) Текущий ремонт ТР — это ремонт, выполняемый для восстановления исправности и полного восстановления ресурса оборудования с заменою или восстановлением составных частей ограниченной номенклатуры и контролем технического состояния составных частей, до восстановления точностных характеристик оборудования, выполняемый в объеме, установленном в нормативно-технической документации. перечень работ в приложении В.
15) Ремонт капитального характера PK — это ремонт, выполняемый для восстановления полной Исправности и полного восстановления ресурсов оборудования с заменой или восстановлением всех частей и комплектующих, включая базовые, до восстановления точностных характеристик, выполняемый в объеме, установленном в нормативно-технической документации. Перечень работ приведен в приложении Г.
В ходе проведения технического обслуживания TО2 выявляется необходимость проведения PK , с составлением акта и дефектной ведомости.
В случае невозможности проведения PK силами ремонтной службы 000, ремонт осуществляется сторонней организацией, с заключением договора и выделением бюджетных средств на проведение PK. (Стоимость ремонтных работ закладывается в бюджет косвенных расходов следующего года.)
16) Аварийный ремонт (АР) — это ремонт вследствие отказа оборудования, вызванный нарушением правил технической эксплуатации.
4 Обозначения и сокращения
- АР — аварийный ремонт
- БТД — бюро технической документации
- ГОО — группа обслуживания оборудования
- Дпр — дирекция по производству
- ЛИО -лист изготовления образцов
- НД –нормативная документация
- ОГТ -отдел главного технолога
- ООО -отдел обслуживания оборудования
- ОГЭ -отдел главного энергетика
- РИУ -ремонтно-инструментальный участок
- СМК –система менеджмента качества
- СТП -стандарт предприятия
- СЭМ — система экологического менеджмента
- ТД — техническая документация
- ТО — техническое обслуживание
- ТОИР — техническое обслуживание и ремонт
- ТР — текущий ремонт
- РК — ремонт капитального характера
- ПКИ — покупные комплектующие изделия.
- ЦС — центральный склад
- ЦФО — центр финансовой ответственности
5 Общие положения
Основными задачами, решаемыми в ходе технической эксплуатации и ремонта технологического оборудования, являются:
- обеспечение качественного и своевременного межремонтного технического обслуживания оборудования, усиление роли и ответственности эксплуатационного персонала производственных цехов в обеспечении эффективной, ритмичной работы технологического оборудования, разработка и внедрение мероприятий по совершенствованию технического обслуживания оборудования;
- анализ надежности оборудования и обоснование потребности в запасных частях, и их своевременное наличие;
- повышение квалификации и уровня специализации ремонтного персонала.
Ответственность за организацию эксплуатации, технического обслуживания и ремонтов оборудования несет Заместитель директора по производству.
Ответственными за выполнение ремонтов, проведение и верификацию наладок оборудования являются начальники цехов, группы обслуживания оборудования, а также группы электроники и анализа неисправностей (в соответствии с должностными инструкциями).
Ответственным за правильную эксплуатацию оборудования является обслуживающий персонал предприятия, непосредственно выполняющий на данном оборудовании предусмотренные техпроцессы (операции).
6 Приемка нового оборудования в эксплуатацию
6.1 По вновь прибывшему оборудованию, кладовщик центрального склада, после идентификации принадлежности к центру финансовой ответственности (ЦФО) согласно Плану инвестиционных расходов и оприходования по товарной накладной «ТОРГ -12»‚ в течение 1 дня сообщает об этом службам Технического директора, главного инженера, и дирекции по производству. Комиссия в составе представителей центрального склада, группы обслуживания оборудования, отдела обслуживания оборудования, совместно с лицом, принимающим оборудование на ответственное хранение, проводит анализ состояния упаковки (тары), ее целостности, а также проверяется комплектность оборудования согласно документации комплектности (комплектовочная ведомость, товаротранспортная накладная, спецификация к договору поставки).
Работник центрального склада в течение 1 дня оформляет «Акт приема объекта основных средств на ответственное хранение» в 3-х экземплярах с подписями сдатчика основного средства (центральный склад) и получателя, на чьей площади будет храниться до ввода в эксплуатацию основное средство (начальник цеха). Одновременно в Акте представитель ЦФО ставит отметки о планируемых работах и сроках выполнения. Один экземпляр Акта направляется работником ЦС в бухгалтерию.
6.2 Установка оборудования в цехе и подключение необходимых коммуникаций производится на основании утвержденной планировки и плана мероприятий работниками ГОО, ООО и ОГЭ или подрядными организациями.
6.3 Техническая документация на новое оборудование регистрируется в Журнале, и хранится в архивах ГОО, 000 по территориальному нахождению оборудования. При поставке с оборудованием документации в единственном экземпляре, работники технического бюро 000 или ГОО обязаны создать рабочую копию. При необходимости перевода с иностранного языка технической документации — разместить заявку на перевод ТД.
6.4 Проведение пусконаладочных работ осуществляется представителями Поставщика оборудования. ответственным за организацию данных работ является Заместитель директора по производству, или Директор по производству.
По завершении пуско-наладочных работ производится сдача технологического оборудования в эксплуатацию с оформлением Акта приемки пусконаладочных работ, совместно с представителями Поставщика с одной стороны и представителями цеха, ООО и ОГТ с другой стороны.
Оформленный надлежащим образом Акт приемки пусконаладочных работ является основанием для оформления Акта ввода в эксплуатацию нового оборудования, который должен быть представлен в бухгалтерию в течение 10 рабочих дней. В случае невозможности эксплуатации оборудования (отсутствие готовности подготовки производства, необходимости дополнительной оснастки и т.п.) представитель ЦФО делает соответствующие отметки в «Акте приема объекта основных средств на ответственное хранение» с указанием предполагаемого срока ввода в эксплуатацию.
При отсутствии необходимости проведения пусконаладочных работ на оборудовании, Акт ввода в эксплуатацию нового оборудования должен быть представлен в бухгалтерию в течение 10 рабочих дней с момента готовности оборудования к эксплуатации.
В процессе проведения пусконаладочных работ фирмой поставщиком, рабочая группа, в составе представителей ОГТ, ООО и цеха, детально изучает работу оборудования, производит рабочие настройки, осуществляет проверку работы (соответствие требованиям) путем выпуска опытных образцов и проверку соответствия паспортным данным. Результаты по выпуску опытных образцов фиксируются в чек-листе. Работа металлообрабатывающего оборудования оценивается и фиксируется в соответствии с положением по проверке оборудования на соответствие требованиям по точности. Инициатором запуска опытных образцов деталей является цех и представитель ОГТ. В случае получения удовлетворительных результатов, оборудование принимается в эксплуатацию.
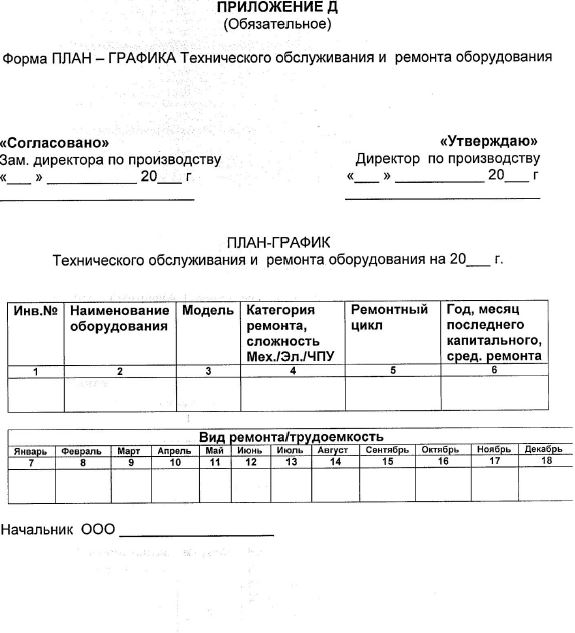
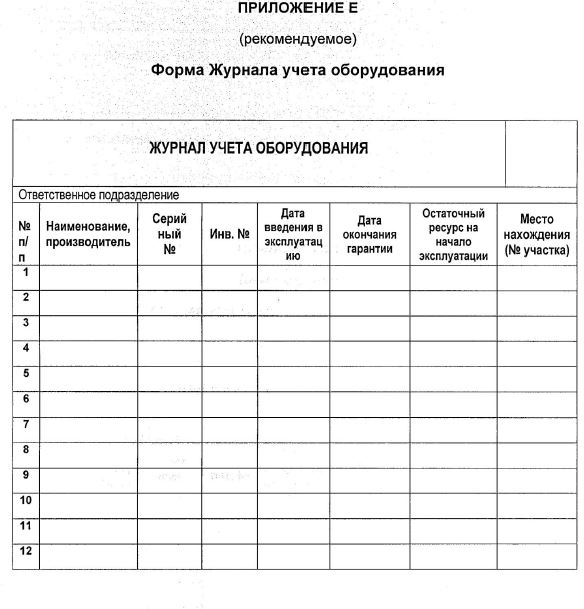
После оформления Акта ввода в эксплуатацию нового оборудования цехом-владельцем и присвоения оборудованию инвентарного номера бухгалтерией, ООО или ГОО включает данное оборудование в План- график технического обслуживания и ремонта оборудования (ТОиР) (Приложение Д) и в Журнал учета оборудования (Приложение Е) на текущий год.
7 Планирование и проведение ТОиР, внеплановые ремонты
7.1 Планирование ТОиР осуществляется с учетом рекомендаций разработчика оборудования и общего времени работы единицы оборудования с момента её ввода в эксплуатацию.
Плановый ремонт оборудования осуществляется в соответствии с План-графиком ТоиР на текущий год (приложение Д) Графики составляются руководителями ГОО и ООО в конце текущего года на следующий год, согласовываются с ПДО и утверждаются Директором по производству в срок до 25 декабря года, предшествующего планируемому.
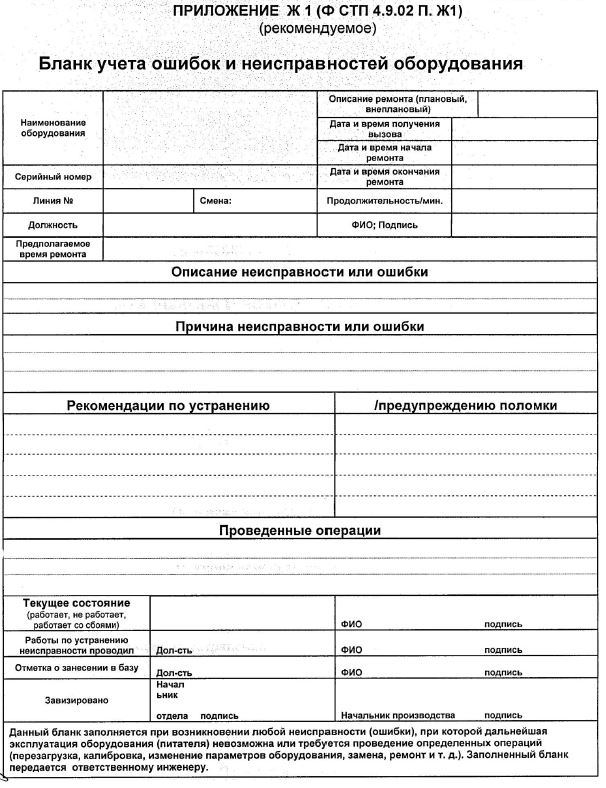
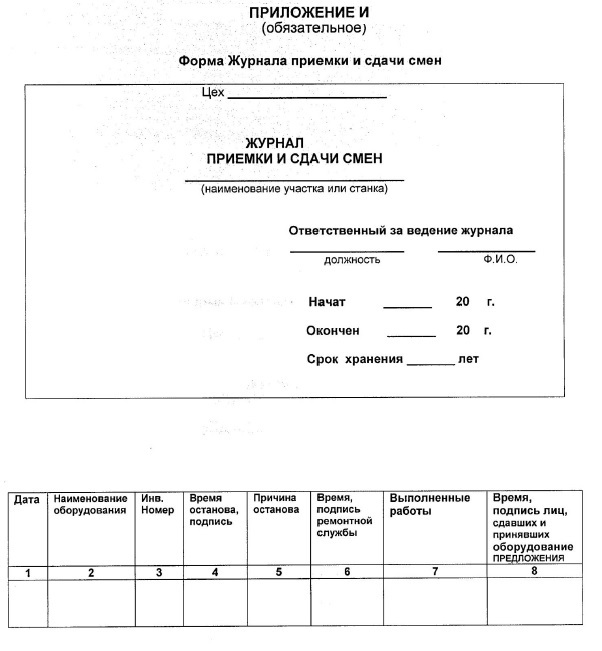
При составлении графиков необходимо учитывать случаи поломок оборудования, которые фиксируются в Журнале внеплановых ремонтов оборудования (Приложение Ж1) и журнале приемки и сдачи смен (Приложение И), а также в электронном файле.
Необходимо проводить анализ поломки, выявить коренную причину, включая профилактику или принудительную замену вышедшей из строя детали в график ТОиР.
7.2 Перед началом работы персонал, эксплуатирующий оборудование, обязан проверить его исправность, выполнить работы по ежедневному обслуживанию оборудования (Приложение К). При выявлении несоответствий в работе оборудования, а также истечении сроков предусмотренных профилактических и ремонтных работ, обслуживающий персонал докладывает мастеру, данные факты регистрируются в журнале приемки и сдачи смен.
Контроль над ведением журнала приемки и сдачи смен, возлагается на сменного мастера.
Перед сдачей оборудования сменщику (при необходимости), а также в ремонт, или ‚на переналадку, обслуживающий персонал:
- производит очистку его от остатков стружки, металлической пыли и грязи, пластифицированного материала в процессе выгонки;
- снятие оснастки, удаление масла или смазочно-охлаждающих жидкостей, технологического сырья и материалов;
- организует перемещение из рабочей зоны изделия (годные, негодные) в специально отведенное в цехе место и сдает оборудование представителю ГОО для проведения работ.
После проведения работ по ТО и ремонту специалистами ГОО оборудование и рабочая зона должны передаваться представителям цеха по чистоте.
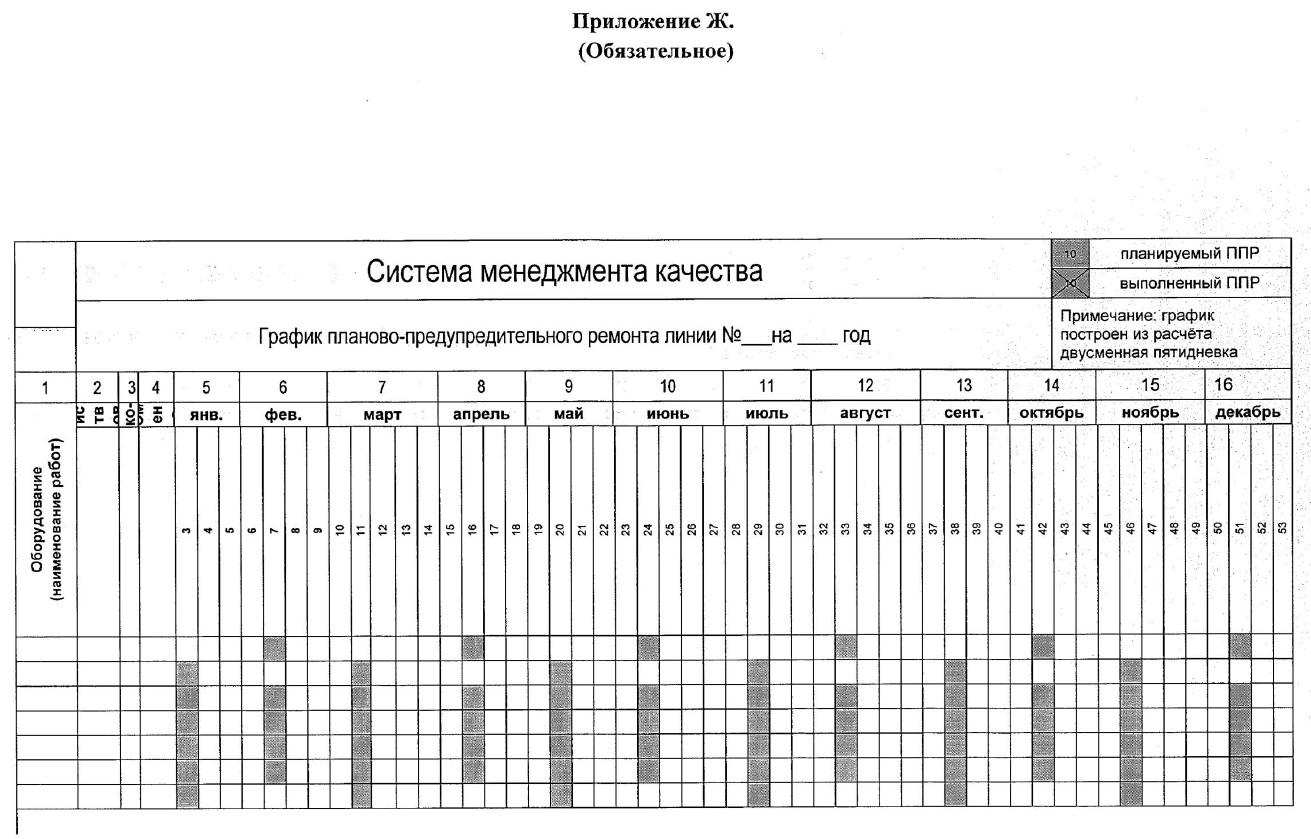
7.3 Внеплановые ремонты оборудования с анализом поломок фиксируются в Журнале внеплановых ремонтов оборудования (приложение Ж1). Для визуализации состояния оборудования в производстве имеются информационные стенды ежесменного обслуживания (ЕТО), заполнение которых регламентировано приложением П.1.
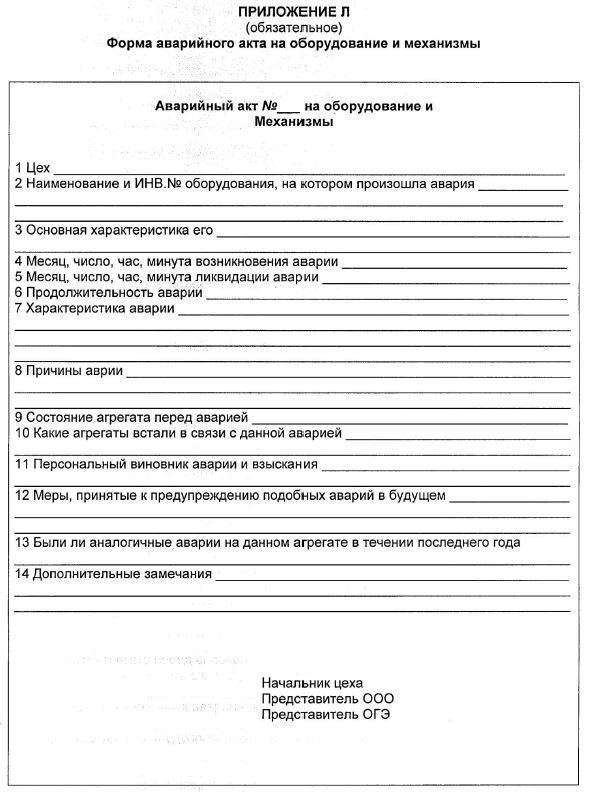
7.4 В случае аварии оборудования по вине цехового персонала инженером ГОО составляется Аварийный Акт (приложение Л). В зависимости от тяжести последствий аварии ремонт может производиться по методике текущего ремонта.
7.5 Отклонения от графика ТОиР, в виде исключения, допускаются только по письменному распоряжению Директора по производству.
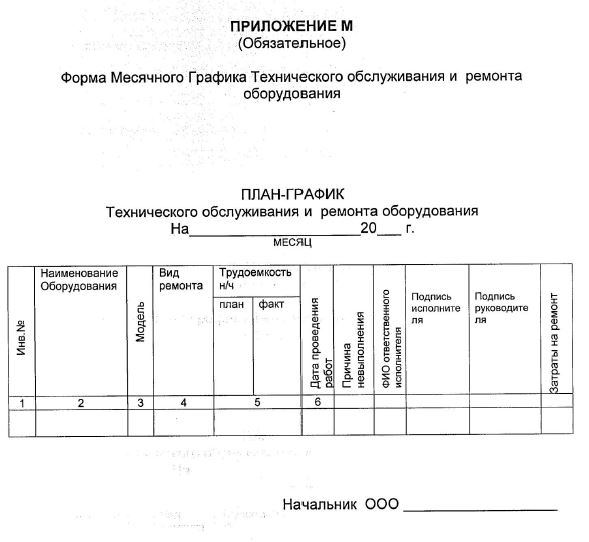
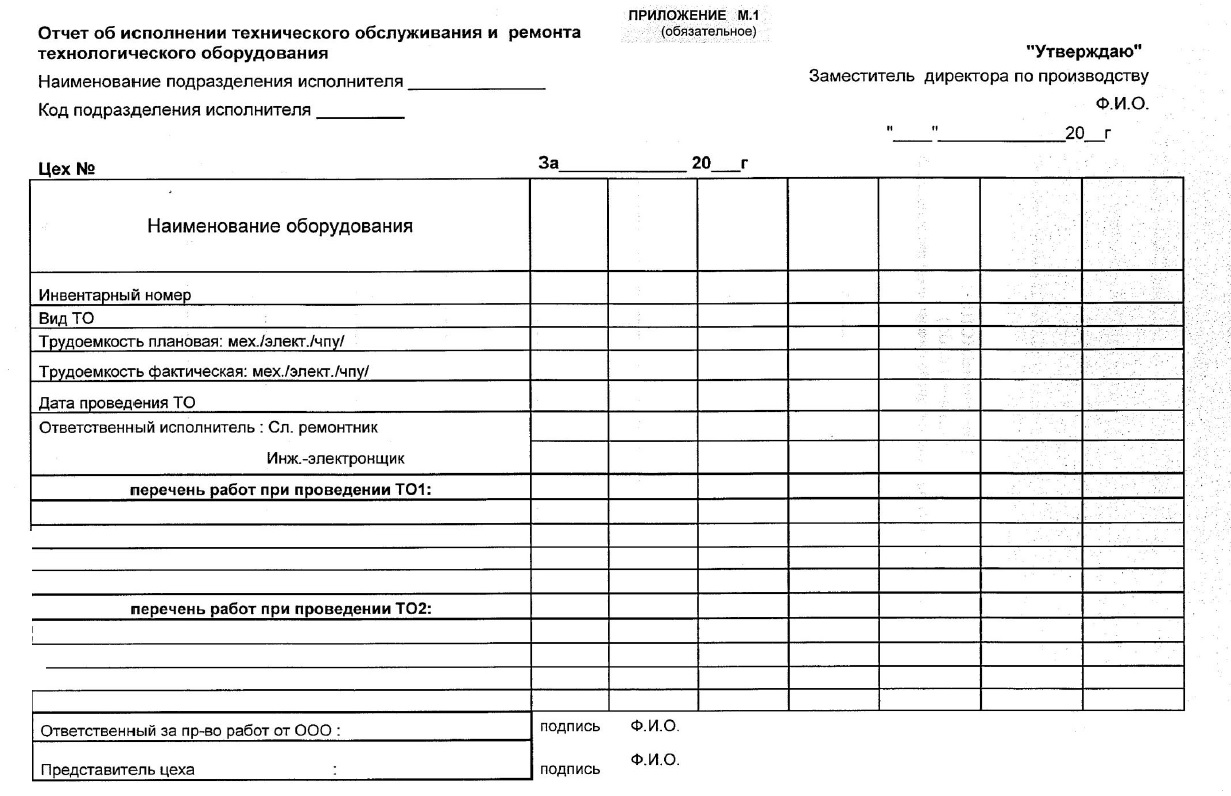
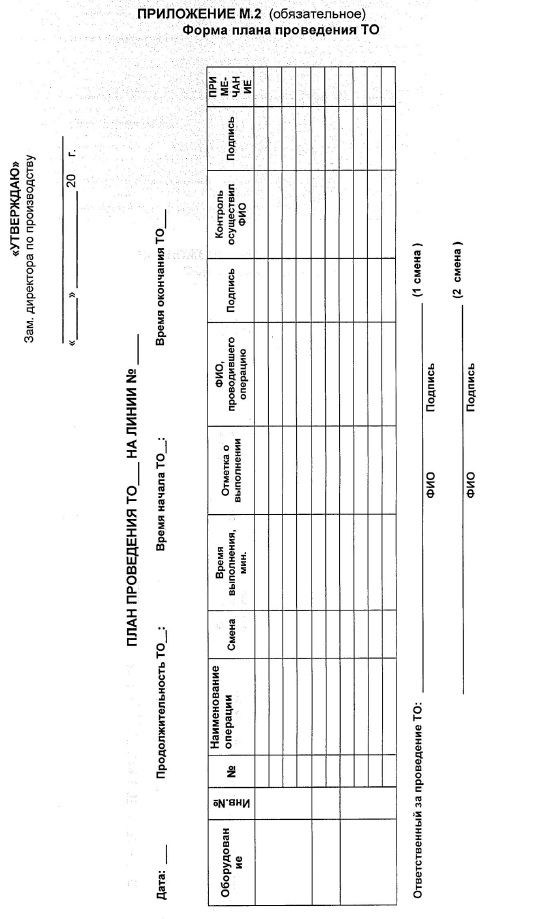
7.6 Месячные графики ТОиР составляются ГОО до 25 числа месяца, предшествующего планируемому периоду. В форме графиков отражен обязательный состав работ по ТО (приложение М, М1, M2).
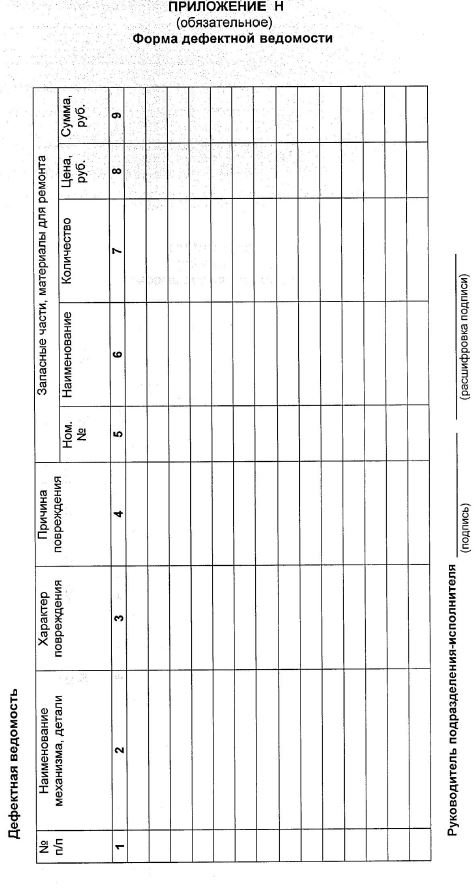
7.7 При проведении текущего ремонта составляются дефектные ведомости (приложение Н), на основании которых определяются выявленные дефекты и неисправности, способы их устранения, а также уточняется потребность в материалах, запасных частях и ПКИ)
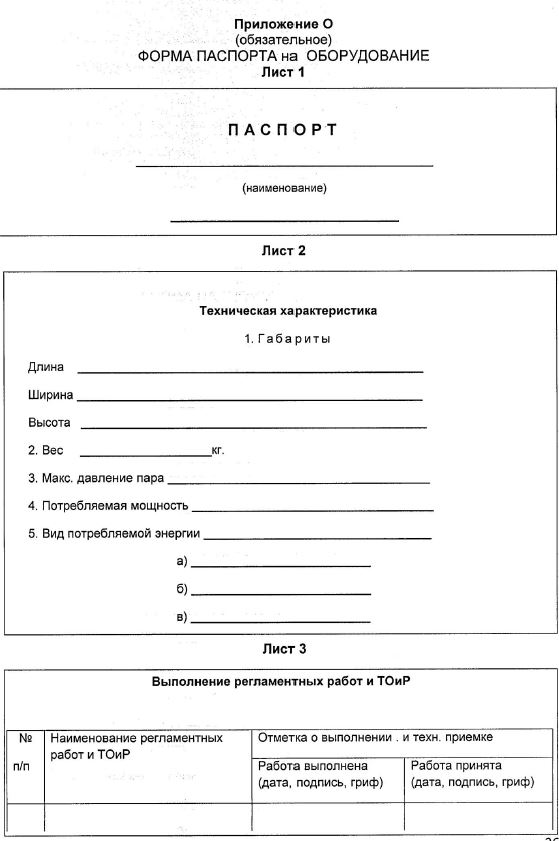
Эта информация заносится в электронный паспорт (приложение О)- данной единицы оборудования.
Заполнение вышеуказанных документов производится на основании рекомендаций, изложенных в Приложении П.
Независимо от того, кто осуществляет ремонт или переналадку оборудования (ремонт может осуществляться приглашенными специалистами из специализированных организаций) начальники цехов, руководители ГОО должны организовать проверку качества работы оборудования после ремонта/наладки путем пробного запуска (выпуска пробных образцов), результаты проверки фиксируются в чек-листе (ПИО).
При положительных результатах приемки оборудования после ТО или текущего ремонта, начальник цеха подписывает Отчет об исполнении ТОиР оборудования в соответствующей графе (приложение М, М1, М2).
Акт о приемки оборудования из ТР (приложения С) оформляется после 72 часов работы его под нагрузкой.
7.8 На оборудование, входящее в график-‚ТОиР, на видном месте крепится бирка (приложение Т) содержащая информацию: Инвентарный номер, ответственное лицо за проведение ТОиР, срок очередного обслуживания. (Срок определяется временным интервалом между текущими ремонтами в соответствии с графиком ТОиР).
8 Планирование и закупка запасных частей
8.1 Учет запасных частей оборудования для проведения ТОиР и снижения простоев в межремонтный период, осуществляется руководителями ГОО и ООО B электронной форме (приложение У).
8.2 Необходимый перечень покупных запасных частей определяется исходя из загруженности и количества единиц оборудования, из анализа частоты поломок оборудования и сроков поставки запасных частей.
8.3 Для обеспечения наличия необходимых запасных частей в, соответствии с графиком ТОиР Заместитель директора по производству, а также руководители ГОО и ООО в конце текущего года составляют План закупок запасных частей на следующий гjд (приложение Ф).
На основании утвержденного плана закупок запасных частей руководители ГОО и ООО направляют заявки на приобретение запасных частей и расходных материалов в дирекцию по закупкам и логистике.
8.4 Изготовление запасных частей для оборудования силами РИУ производится на основании заявок руководителей ГОО и ООО, согласованных с Заместителем директора по производству.
9 Обеспечение точности и стабильной работы оборудования
В целях обеспечения точности изготовления продукции в периоды между ТОиР, перед началом работ, наладчик проводит работы по наладке оборудования, с обязательным контролем качества «первой детали» со стороны наладчика. При положительных результатах наладчик передает данное оборудование оператору, для дальнейшей эксплуатации.
Контроль над своевременностью и качеством наладки осуществляется мастером цеха, технологом цеха и контролером ОТК.
10 Вывод оборудования из эксплуатации
В случае не востребованности оборудования, оно подлежит демонтажу (своими силами или силами приглашенных специалистов) и передаче сторонней организации или консервации в соответствии с условиями хранения.
Процесс организует Заместитель директора по производству, либо Главный инженер.
После демонтажа технологического ‚ оборудования, главный технолог должен обеспечить актуализацию планировок цехов.
11 План действий на случай непредвиденных обстоятельств
Ежегодно, до 15 февраля текущего года разрабатывается План действий на случай непредвиденных обстоятельств. В данном плане рассматриваются обстоятельства, возникновение которых может привести к невыполнению требований потребителя, а также предусматриваются действия направленные на устранение (уменьшение) рисков, связанных с данными обстоятельствами.
План утверждается директором по направлению, передается в БТД для размещения в сетевой папке.
Ежегодно, проводится актуализация плана, при необходимости он дорабатывается и передается в БТД.
ПРИЛОЖЕНИЕ А
Перечень работ, выполняемых при проведении технического обслуживания ТО1
1 Работы, проводимые слесарем:
- Работы, выполняемые при ежедневном обслуживании оборудования;
- Пополнение или замена масла в картерах (производиться по графикам смазки оборудованиях
- Замена или очистка фильтров смазочных систем;
- Устранение утечки масла;
- Пополнение масла в гидросистемах и проверка поступления масла к местам смазки;
- Промывка или замена фильтров;
- Устранение люфтов в соединениях;
- Проверка регулировки клиньев, планок и, при необходимости выборка зазоров;
- Проверка плавности хода рабочих органов оборудования, и при необходимости, обеспечение плавности хода;
- Устранение дефектов, выявленных в процессе эксплуатации оборудования (отмеченных в журнале эксплуатации оборудования подтяжка ослабленных винтов неподвижных соединений в оборудовании;
- Выявление изношенных деталей, требующих замены при ближайшем ремонте;
- Проверка и очистка системы охлаждения;
- Проверка исправности действия ограничителей, упоров, переключателей;
- Проверка натяжения ремней, пружин;
- Вскрытие крышек для проверки состояния деталей по внешнему осмотру.
2 Работы проводимые электриком:
- Проверка чистоты и очистка (от пыли, грязи, масла, посторонних предметов и стружки) пульта программного управления, шкафа эл.оборудования‚ пульта ручного управления, электроприводов;
- Чистка коллектора эл.двигателя постоянного тока от пыли;
- Чистка контактов контактно-релейной аппаратуры;
- Проверка надежности стыковки всех соединительных разъемов контактных зажимов.
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и при необходимости наладка схемы управления электроприводами.
ПРИЛОЖЕНИЕ Б
Перечень работ, выполняемых при проведении технического обслуживания ТО2
- Работы проводимые слесарем:
- Работы выполняемые при ТО1;
- Выборка люфтов в винтовых парах;
- Регулировка плавности движения подвижных частей станка;
- Регулировка подшипников шпинделя;
- Регулировка фрикционных и эл.магнитных муфт;
- Зачистка забоин, царапин, задиров на направляющих;
- Подтяжка и замена крепежа;
- Чистка, натяжение или замена цепей, ремней, лент;
- Промывка картеров и замена масла в них;
- Ревизия и промывка или замена фетровых уплотнений;
- Работы проводимые электриком:
- Проверка состояния рабочей поверхности коллектора, износа щеток, регулирование щеточного механизма двигателя постоянного тока;
- Проверка креплений Электрических машин и пуско-регулирующей аппаратуры
- Проверка заземления элементов приводов, шкафа электрооборудования и пульта программного управления;
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проведение специальных проверок и измерений на пульте программного управления, тиристорных преобразователей в электроприводах, указанных в инструкциях по эксплуатации станков с программным управлением заводов изготовителей;
- Проверка напряжений на входе функциональных групп схемы;
- Проверка по тест- программе технологической работы станка (при потере работоспособности станка выявляются и устраняются причины потери);
- Замена резисторов, конденсаторов, диодов, транзисторов, тумблеров, микровыключателей и других элементов системы управления станка по результатам проверок и измерений;
ПРИЛОЖЕНИЕ В
Перечень работ, выполняемых при проведении текущего ремонта ТР
1 Работы проводимые слесарем — ремонтником:
- Работы выполняемые при ТО2;
- Частичная разборка станка в целях выявления и замены износившихся деталей, регулировки подшипников, муфт и т.д.;
- Промывка масляных емкостей;
- Замена уплотняющих прокладок, колец, манжет, сальников;
- Замена износившихся крепежных деталей;
- Зачистка посадочных поверхностей под инструмент и приспособления;
- Пригонка и подтягивание регулировочных клиньев и планок;
- Проверка рычагов переключения скоростей и подач на точность зацепления зубчатых колес и муфт;
- Очистка и, при необходимости, ремонт емкости для охлаждающей жидкости;
- Ремонт заградительного устройства кожуха, конвейера и сборника стружки;
- Проверка и (при необходимости) ремонт или замена ограничителей, переключателей, упоров и т.д.;
- Ревизия и, при необходимости, ремонт системы смазки, фильтров, коллекторов;
- Испытание и проверка станка на работоспособность и точность работы по тест программе;
- Замена масла в гидросистеме станка, очистка и замена фильтров;
- Проверка и (при необходимости) замена следящей системы гидропривода;
- Проверка и (при необходимости) регулировка переключения золотников;
- срабатывания клапанов и дросселей;
- Проверка и (при необходимости) замена гидронасосов и гидромоторов.
2 Работы проводимые электромонтером:
- Изменение сопротивление изоляции электрических машин, обмоток электромагнитных муфт, трансформаторов, катушек контакторов, магнитных пускателей, автоматов пускателей и автоматов присоединения цепей управления и защиты электропроводов, тиристорных преобразователей, пульта программного управления, защиты и возбуждения машин постоянного тока, присоединенных к главной силовой цепи;
- Измерение сопротивления заземления станков, шкафа электрооборудования, пульта управления, отдельно отремонтированных насосных станций, электрических машин и т.д.;
- Смазка подшипников всех электрических машин;
- Замена щеток у двигателей постоянного тока;
- Проверка соединения обмоток всех электрических машин;
- Проверка механической и электрической настройки пускорегулирующей аппаратуры и, при необходимости, регулировка.
З. Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Проверка и регулировки блокировочных связей в схеме электроприводов и устранение дефектов;
- Проверка осциллографом тока якоря электродвигателя постоянного тока тиристорного привода и (при необходимости) проведения настройки;
- Наладка и регулировка отдельных функциональных групп или устройств тиристорных преобразователей и пульта управления;
- Проверка электрических машин, трансформаторов, электромагнитных муфт, магнитных пускателей, автоматов, реле, блоков, конечных выключателей, плат и других элементов и устройств системы управления и (при необходимости) снятия их проведения ремонта с заменой на новые или отремонтированные.
ПРИЛОЖЕНИЕ Г
Перечень работ, выполняемых при проведении ремонта капитального характера РК
1 Работы проводимые слесарем;
- Полная разборка оборудования и всех его сборочных единиц;
- Замена или восстановление всех износившихся деталей;
- Замена гидравлического привода новым или капитально отремонтированным;
- Шлифование или шабрение всех направляющих поверхностей станины и базовых поверхностей, кареток, колонн, стоек, траверс и т.п.;
- Восстановление выкрашенных поверхностей пазов оборудования и т.п.;
- Сборка оборудования и проверка правильности взаимодействия всех узлов;
- очистка, шпаклевка и окраска оборудования;
- Проверка и испытание оборудования по стандартам и техническим условиям на точность и жесткость по всем параметрам, как для нового оборудования;
2 Работы проводимые электриком:
- Испытание напряжением (1000В, частота 50 Гц) изоляции соединительных проводов силовой цепи и замена поврежденных;
- Замена проводов с поврежденной изоляцией в цепях управления;
- Наладка и регулировка всех функциональных групп или устройств тиристорных преобразователей и пульта программного управления, пульта ручного управления;
3 Работы проводимые инженером — электронщиком устройств с ЧПУ:
- Комплексная наладка-системы управления и механизмов оборудования, увязка работы всех элементов и устройств системы управления и механизмов оборудования, регулировка и настройка системы управления вхолостую и под нагрузкой, снятие основных характеристик работы оборудования.
Критерии проведения ремонта капитального характера РК
1 Техническое состояние оборудования (на основании дефектной ведомости)
- Износ направляющих (необходимость шлифовки, шабровки);
- Износ трущихся поверхностей базовых деталей основных узлов (необходимость восстановления и замены деталей);
- Необходимость замены подшипников шпинделя и в основных узлах оборудования;
- Необходимость замены эл. аппаратуры ‚ эл. приводов , гидроприводов и гидроцилиндров;
2 Участие в технологическом цикле завода:
- Невозможность замены данного оборудования в технологическом цикле на оборудование той же марки или дублирующее.
3 Экономическая целесообразность:
- Соизмеримость ‚ затрат. на поддержание оборудования в работоспособном состоянии с затратами на проведение ремонта капитального характера.
Приложение К
Перечень, работ, выполняемых при проведении ежедневного обслуживания
1 Работы проводимые слесарем:
- Визуальная проверка отсутствия вибраций отдельных узлов станка;
- Проверка нагрева подшипников шпинделя;
- Проверка уровня шума механизмов станка;
- Проверка давления в пневмо- и гидросистеме по показаниям манометров;
- Проверка работы смазочной системы по маслоуказателям;
- Проверка плавности перемещения узлов и отсутствия рывков при их реверсировании;
- Проверка отсутствия утечек масла;
- Проверка наличия и исправности защитных устройств, предохранительных щитков и кожуха;
- Проверка надежности устройств зажима заготовки.
2 Работы проводимые электриком:
- Проверка температуры подшипников и обмоток эл. двигателей;
- Визуальная проверка состояния изоляции выводов и эл. проводки;
- Проверка исправности пусковой аппаратуры и заземления.
3 Работы проводимые инженером — электронщиком устройств ЧПУ:
- Проверка исправности индикации и сигнализации устройств с ЧПУ и выполнения без перебоев рабочей программы.
ПРИЛОЖЕНИЕ П
Методика заполнения электронной версии стенда ЕТО и учета простоев оборудования в цехах
Графа времени останова оборудования заполняется работниками цеха с параллельным внесением информации в Журнал передачи смен.
(Ответственные: бригадиры, мастера ц.);
Графа времени запуска оборудования заполняется работниками ремонтных служб ООО с параллельным внесением информации в Журнал передачи смен.
(Ответственные: ремонтная служба 000).
В случаях простоя оборудования в течение нескольких суток:
а) во все последующие дни простоя в графе останова оборудования работником цеха ставиться время начала первой смены при 2х сменной работе оборудования (00:00 ч при 3x сменой работе оборудования);
6) после указания времени запуска оборудования работник ООО обязан заполнить пустые графы запуска оборудования во все предыдущие дни простоя исходя из сменности работы оборудования (22:00 при 2-х сменной работе оборудования и 24:00 при 3-х сменной работе оборудования).
ПРИЛОЖЕНИЕ П.1
Правила ведения информационного стенда ежесменного технического обслуживания (ЕТО)
1 Перед началом работы, рабочий проводит осмотр оборудования в соответствии с инструкцией по ЕТО и сообщает обо всех выявленных несоответствиях бригадиру.
2 Во время работы рабочий при обнаружении неисправности должен сообщить бригадиру о возникновении аварийного простоя оборудования.
3 Бригадир, на основании полученной информации, размещает жетоны на стенде ЕТО:
- Жетон №1 (красного цвета) — обозначает аварийный останов оборудования.
- Жетон №2 (синего цвета) -обозначает выявленные отклонения от инструкции ЕТО.
- Жетон №3 (желтого цвета) — обозначает, что плановый ремонт оборудования просрочен.
- Жетон №4 (зеленого цвета) — обозначает, что по плану ТОиР предусмотрено проведение планового ремонта оборудования.
1 На основании информации размещенной на стенде ЕТО производственный мастер или бригадир совместно со специалистом службы главного инженера согласовывают сроки устранения неисправностей оборудования.
2 После устранения неисправности приемка оборудования из ремонта проводиться согласно инструкции по ЕТО. При отсутствии замечаний бригадир снимает соответствующие жетоны со стенда ЕТО.
Текст книги «Техническая эксплуатация и ремонт технологического оборудования»
Эксплуатация оборудования должна осуществляться в соответствии с требованиями Правил технической эксплуатации (ПТЭ), Правил промышленной (производственной) безопасности (ППБ), стандартами, строительными нормами и правилами, в которых изложены основные организационные и технические требования к эксплуатации оборудования. Вся действующая на предприятии нормативно-техническая документация (НТД) по эксплуатации оборудования должна соответствовать требованиям указанных документов.
Правильная эксплуатация оборудования предусматривает:
– разработку должностных и производственных инструкций для эксплуатационного и эксплуатационно-ремонтного персонала;
– правильный подбор и расстановку кадров;
– обучение всего персонала и проверку его знаний ПТЭ, ППБ, должностных и производственных инструкций;
– содержание оборудования в исправном состоянии путем своевременного выполнения ТО и ремонта;
– исключение выполнения оборудованием работ, отрицательно влияющих на окружающую среду;
– организацию достоверного учета и объективного анализа нарушений в работе оборудования, несчастных случаев и принятие мер по установлению причин их возникновения;
– выполнение предписаний органов Ростехнадзора.
Непосредственно эксплуатацию оборудования осуществляет эксплуатационный персонал по месту нахождения оборудования. Руководители подразделений, в подчинении которых находится эксплуатационный и эксплуатационно-ремонтный персонал, должны иметь техническую подготовку по соответствующему оборудованию, осуществлять профессиональное руководство и контроль работы подчиненного им персонала.
Лица, не достигшие 18-летнего возраста, к работе на сложных установках не допускаются. К самостоятельной работе не допускаются практиканты вузов и техникумов. Они могут находиться на рабочих местах только под надзором лица, имеющего соответствующую техническую подготовку.
До назначения на самостоятельную работу или при переходе на другую работу (должность), а также при перерыве в работе более одного года персонал обязан пройти медицинское освидетельствование и обучение на рабочем месте. По окончании обучения должна быть проведена проверка знаний работников, после чего им присваивается соответствующая группа по безопасности.
После проверки знаний каждый работник должен пройти стажировку на рабочем месте продолжительностью не менее двух недель под руководством опытного работника, после чего он может быть допущен к самостоятельной работе. Допуск к стажировке и самостоятельной работе для инженерно-технического персонала оформляется распоряжением по предприятию, для рабочих – распоряжением по цеху.
Использование оборудования на рабочем месте должно производиться в соответствии с требованиями инструкции завода-изготовителя, приведенной в руководстве по эксплуатации (паспорте) соответствующего оборудования. При отсутствии заводской документации инструкции по эксплуатации оборудования необходимо разрабатывать непосредственно на предприятии.
В зависимости от характера производства, вида и назначения оборудования оно может закрепляться за эксплуатационным и эксплуатационно-ремонтным персоналом, который обязан:
– содержать оборудование в исправности, чистоте, своевременно производить его смазку, принимать меры по устранению неисправностей и предупреждать возможность их появления;
– соблюдать установленный режим работы оборудования;
– немедленно останавливать оборудование при появлении признаков неисправностей, ведущих к выходу оборудования из строя или создающих опасность для здоровья или жизни людей;
– по контрольно-измерительным приборам, визуально и на слух следить за исправной работой оборудования;
– не допускать перегрузок, исключать вредное влияние работающего оборудования на строительные конструкции, повышенные вибрации, паровыделение, пролив жидкостей, течи, температурные воздействия и т. д.;
– контролировать циркуляцию смазки, степень нагрева подшипников, не допускать утечки масла. При прекращении подачи масла в системах, не имеющих блокировки, необходимо остановить оборудование и доложить о происшествии сменному мастеру (механику).
Контроль соблюдения эксплуатационным персоналом инструкции по эксплуатации оборудования, защитных приспособлений и устройств, учет плановых и неплановых ремонтов, аварий и поломок, осуществляет мастер цеха, который одновременно участвует в составлении актов об авариях и разработке рекомендаций по их предупреждению, осуществляет технический надзор за консервацией неиспользуемого оборудования. Мастер цеха обязан помогать эксплуатационному персоналу совершенствовать производственные навыки по эксплуатации, предотвращению аварий и предупреждению преждевременного износа оборудования.
Передача оборудования от смены к смене производится под расписку в сменном журнале. При сдаче смены в сменный журнал по выявлению дефектов заносятся отказы и неисправности, имевшие место в течение смены, в том числе и устраненные.
4.5 Сроки службы оборудования
Сроки службы оборудования – это календарная продолжительность (годы и месяцы) периода, в течение которого использование оборудования считается полезным. Сроки полезного использования основных фондов установлены постановлением Правительства РФ от 1 января 2002 № 1. Согласно этому постановлению все основные фонды сведены в десять амортизационных групп (Таблица 1), для каждой из которых установлены сроки службы. Перечень основных средств, входящих в отдельные амортизационные группы приведены в приложении Б.
Таблица 1 – Амортизационные группы

Для тех видов основных средств, которые не указаны в амортизационных группах, сроки полезного использования устанавливаются предприятиями самостоятельно в соответствии с техническими условиями (ТУ) или рекомендациями организаций-изготовителей. Признано необходимым оборудование стоимостью до 10 000 руб. включительно в амортизационные группы не включать, сроки службы ему не устанавливать и расходование его осуществлять как малоценное оборудование и материалы (списывать как затраты на производство).
Предприятия могут устанавливать иной лимит стоимости основных фондов, подлежащих единовременному списанию как затраты на производство, как превышающий 10 000 руб., так и ниже 10 000 руб.
4.6 Хранение оборудования
Оборудование, не используемое по прямому назначению, подлежит хранению. Для хранения оборудования предприятия обязаны заблаговременно подготовить складские помещения и навесы, предохраняющие оборудование от порчи и потери начальных форм, свойств и качеств его элементов, а также от влияния атмосферных осадков и других вредных воздействий внешней среды. Складские помещения, навесы и площадки следует обеспечить надежным отводом грунтовых и поверхностных вод; проезды и проходы к указанным помещениям и площадкам тщательно очистить.
Хранение оборудования следует организовать так, чтобы к нему был свободный доступ для осмотра и обслуживания. Склады, навесы и другие устройства для хранения оборудования должны иметь механизмы, приспособления и инструменты для выполнения операций по разгрузке и хранению оборудования в соответствии с Инструкцией о порядке приемки, хранения и консервации материальных ценностей, утвержденной руководителем предприятия.
Техническое обслуживание оборудования осуществляется в течение всего периода хранения, включающего подготовку к хранению, непосредственное хранение и снятие с хранения. Основные операции ТО в процессе подготовки оборудования к хранению включают:
– очистку, мойку, смену масла в картерах, смазку подшипников и другие работы по техническому уходу за оборудованием;
– снятие с оборудования деталей и сборочных единиц, которые следует хранить в специально оборудованных закрытых складских помещениях;
– закрытие отверстий после снятия деталей и сборочных единиц;
– нанесение защитной смазки на поверхности трущихся деталей;
– установку оборудования на подкладки, лежни;
– подкраску мест с поврежденными лакокрасочными покрытиями.
С целью предотвращения коррозии оборудования обработанные части механизмов и деталей для временной зашиты от коррозии следует смазать согласно ТУ на соответствующие оборудования. Все болтовые соединения необходимо густо смазать. Крышки масленок механизмов следует повернуть с расчетом выхода некоторого количества смазки из подшипников; в случае отсутствия смазки в масленках или недостаточного ее количества – дополнить. После нагнетания смазки все отверстия масленок необходимо закрыть деревянными пробками.
4.7 Выбытие оборудования
Выбытие оборудования может происходить по следующим причинам:
– списание по срокам полезного использования (нормам амортизации);
– списание по моральному и физическому износу;
– передача другой организации;
– ликвидация при авариях, стихийных бедствиях и других чрезвычайных ситуациях.
Списание оборудования осуществляет комиссия, назначаемая руководителем организации, в состав которой входят: главный инженер (заместитель руководителя предприятия), начальник цеха (руководитель структурного подразделения), главный механик, главный бухгалтер (бухгалтер) предприятия.
Комиссия производит осмотр оборудования, подлежащего списанию, устанавливает его непригодность к дальнейшему использованию, причины списания (физический или моральный износ), устанавливает возможность использования отдельных агрегатов узлов и деталей, производит их оценку. Результаты принятого комиссией решения оформляются актом о списании. Акт утверждает руководитель организации.
Детали, узлы и агрегаты демонтированного оборудования, пригодные для ремонта аналогичного оборудования, приходуются по рыночной стоимости на дату списания. Негодные детали, узлы и агрегаты приходуются как вторичное сырье.
В бухгалтерии на оборотной стороне акта указываются сведения о затратах, связанных со списанием оборудования, и стоимости годных деталей, узлов и агрегатов, а также определяется финансовый результат. На основании оформленного акта в инвентарной карточке или инвентарной книге делается отметка о выбытии оборудования с указанием причины и даты. Соответствующая отметка делается и в инвентарном списке по месту бывшего нахождения оборудования.
После этого оборудование считается списанным.
5 Руководство по эксплуатации оборудования
Руководство по эксплуатации (РЭ) содержит сведения о конструкции, принципах действия, характеристиках (свойствах) оборудования, его составных частях и указания, необходимые для правильной и безопасной эксплуатации оборудования (использования по назначению, технического обслуживания, текущего ремонта, хранения и транспортирования), оценок технического состояния оборудования при необходимости отправки его в ремонт, а также сведения по утилизации оборудования и его составных частей.
Информацию, излагаемую в РЭ, согласно ГОСТ 2.601-2006 рекомендуется представить в общепринятой последовательности в виде разделов и подразделов, включающих освещение следующих вопросов:
– назначение и состав РЭ;
– требуемый уровень специальной подготовки обслуживающего персонала;
– распространение РЭ на модификации оборудования;
– другие сведения (при необходимости).
1 Описание и работа
1.1 Описание и работа оборудования:
– состав оборудования (наименования и места расположения основных частей, отличия модификаций оборудования);
– устройство и работа (принцип действия, режимы работы);
– средства измерения, инструмент и принадлежности (места расположения точек контроля, используемый инструмент для настроек, обеспечивающих нормальную работу оборудования);
– маркировка и пломбировка оборудования и его элементов;
– упаковка (конструкция тары, маркировка, пломбирование).
1.2 Описание и работа составных частей оборудования:
– общие сведения (назначение частей, месторасположение);
– упаковка (если части упаковываются отдельно от оборудования в целом).
2 Использование по назначению
2.1 Эксплуатационные ограничения:
– технические требования, несоблюдение которых недопустимо по условиям безопасности и обеспечения работоспособности оборудования.
2.2 Подготовка оборудования к использованию:
– меры безопасности при подготовке оборудования;
– правила и порядок заправки маслом, топливом и т.п.;
– объем и последовательность внешнего осмотра оборудования;
– правила и порядок осмотра рабочих мест;
– проверка готовности оборудования к работе;
– описание положений органов управления и настройки оборудования перед включением в работу;
– указания об ориентировании оборудования по отношению к другим объектам (при необходимости – с приложением схем и рисунков);
– перечень возможных неисправностей оборудования в процессе его подготовки и рекомендации по действиям при возникновении неисправностей.
2.3 Использование оборудования:
– порядок действия обслуживающего персонала при выполнении задач применения оборудования;
– порядок контроля работоспособности оборудования в целом, регулирования, настроек, испытания;
– перечень возможных неисправностей в процессе использования оборудования по назначению и рекомендации по их устранению;
– правила изменения режимов работы оборудования с указанием необходимого для этого времени;
– порядок приведения оборудования в исходное состояние;
– порядок выключения оборудования и осмотр после окончания работы;
– порядок замены, пополнения ГСМ и т.п.;
– меры безопасности при использовании оборудования и обеспечения экологических требований.
3 Действия в экстремальных ситуациях:
– действия при пожаре;
– при отказе систем, способных привести к возникновению опасных ситуаций (обесточивание, прекращение подачи газа, воды и т.п.);
– при экстренной эвакуации обслуживающего персонала.
4 Особенности использования доработанного (модифицированного) оборудования:
– основные конструктивные отличия данного оборудования от базового;
– особенности выполнения операций на этапах подготовки и использования модифицированного оборудования.
5 Техническое обслуживание
5.1 Техническое обслуживание оборудования:
– общие указания (характеристика системы ТО, объемы и периодичности работ);
– порядок ТО оборудования;
– проверка работоспособности оборудования;
– техническое освидетельствование (кем, когда, в какой форме);
5.2 Техническое обслуживание составных частей:
– обслуживание (процедура смазки, виды ГСМ и т.п.);
– демонтаж и монтаж;
– регулирование и испытание;
– осмотр и проверка (как осуществляется доступ к контролируемым элементам, условия, требования);
– очистка и окраска;
6 Текущий ремонт
6.1 Общие указания:
– требования по проведению ремонта;
– требования к персоналу;
– схемы поиска причин и последствий отказов и неисправностей.
6.2 Меры безопасности:
– правила предосторожностей, которые должны быть соблюдены при проведении ремонтных работ.
6.3 Текущий ремонт составных частей:
– поиск повреждений (отказов, неисправностей);
– устранение повреждений (отказов, неисправностей).
– правила постановки оборудования на хранение и снятие его с хранения;
– перечень составных частей с ограниченным сроком хранения;
– перечень работ, правила их проведения, меры безопасности при подготовке оборудования к хранению (кратковременному и длительному);
– условия хранения оборудования.
– основные характеристики оборудования как груза;
– требования к условиям транспортирования;
– порядок подготовки оборудования к транспортированию разными (доступными) видами транспорта;
– способ крепления оборудования при транспортировании;
– порядок погрузки и разгрузки оборудования, меры предосторожностей (на таре должны быть нанесены стандартные манипуляционные знаки).
– мероприятия по подготовке оборудования к утилизации;
– перечень утилизируемых составных частей;
– методы утилизации, если изделие представляет опасность для жизни, здоровья людей и окружающей среды после окончания срока службы.
Для конкретного технологического оборудования содержание РЭ должно быть также конкретизировано. При необходимости некоторые подразделы могут быть объединены или опущены, если в них нет необходимости. Названия разделов и подразделов должны однозначно отражать их содержание. Для сокращения объема и удобства использования РЭ следует по возможности применять табличную форму представления информации (таблица неисправностей, их признаков и методов устранения, и др.).
Описывая устройство и работу технологического оборудования, особое внимание в РЭ должно уделяться информации о функциях и состоянии органов управления, которые по ГОСТ 12.4.040-78 могут передаваться одним или несколькими видами обозначения: символом, надписью, цветом, формой, размером. Символы следует предпочитать надписям, их в виде знаков определенной конфигурации размещают возле соответствующего положения данного органа управления (Приложение В).
В руководстве по эксплуатации следует привести схемы пультов управления или отдельных органов управления с обозначением применяемых символов и указанием их смыслового значения. Поверхности органов управления, предназначенных для действий в аварийных ситуациях, должны быть красного цвета, символы предпочтительно выполнять черным или белым цветом – в зависимости от фона панелей.
6 Техническое обслуживание оборудования
6.1 Содержание и планирование работ по техническому обслуживанию
Техническое обслуживание (ТО) является основным и решающим профилактическим мероприятием, необходимым для обеспечения надежной работы оборудования между плановыми ремонтами и сокращения общего объема ремонтных работ. Техническое обслуживание может быть регламентированным и нерегламентированным.
Нерегламентированное техническое обслуживание проводится в процессе работы оборудования с использованием перерывов, нерабочих дней и смен. Допускается кратковременная остановка оборудования (отключение сетей) в соответствии с местными инструкциями. На выполнение регламентированного (планового) ТО специально предусматривается время простоя.
Техническое обслуживание производится в соответствии с инструкцией завода-изготовителя или ПТЭ. При отсутствии заводской документации инструкции по ТО должны разрабатываться и утверждаться непосредственно на предприятии.
В состав нерегламентированного ТО входят надзор за работой оборудования, эксплуатационный уход и содержание оборудования в исправном состоянии, включающие:
– соблюдение условий эксплуатации и режима работы оборудования в соответствии с инструкций завода-изготовителя;
– загрузку оборудования в соответствии с паспортными данными, недопущение перегрузки оборудования, кроме случаев, оговоренных в инструкции по эксплуатации;
– строгое соблюдение установленных при данных условиях эксплуатации режимов работы;
– поддержание необходимого режима охлаждения деталей и узлов оборудования, подверженных повышенному нагреву;
– ежесменную смазку, наружную чистку и уборку эксплуатируемого оборудования и помещений;
– строгое соблюдение порядка останова технологических агрегатов, установленного инструкцией завода-изготовителя;
– немедленную остановку оборудования в случае нарушений его нормальной работы, ведущих к выходу оборудования из строя, принятие мер по выявлению и устранению таких нарушений;
– выявление степени изношенности легкодоступных для осмотра узлов и деталей и их своевременную замену;
– проверку нагрева контактных и трущихся поверхностей, проверку состояния масляных и охлаждающих систем, продувку и дренаж трубопроводов и специальных устройств;
– проверку исправности заземлений, отсутствия подтекания жидкостей и пропуска газов, состояния тепловой изоляции и противокоррозионной защиты, состояния ограждающих устройств и т. д.
Все обнаруженные при нерегламентированном ТО неисправности в работе оборудования должны быть зафиксированы эксплуатационным персоналом в ремонтном журнале и устранены в кратчайшие сроки силами эксплуатационного и ремонтного персонала.
Регламентированное ТО проводится с установленной в эксплуатационной документации периодичностью, меньшей (или равной) периодичности текущего ремонта наименьшего ранга (объема). На его проведение предусматривается специальное время. Продолжительность и трудоемкость регламентированного ТО не могут превышать аналогичные показатели для текущего ремонта наименьшей сложности.
Регламентированное ТО реализуется в форме плановых ТО (возможно, различных видов), а также плановых контрольных технических осмотров, проверок, испытаний. В ходе планового ТО проводят:
– контроль (диагностирование) оборудования;
– чистку, смазку, продувку, добавку или смену изоляционных материалов, технических жидкостей и смазок;
– выявляют дефекты эксплуатации и нарушения правил безопасности;
– уточняют составы и объемы работ, подлежащих выполнению при очередном капитальном или текущем ремонте.
Работы выполняются в соответствии с перечнем типовых операций по видам оборудования.
Обнаруженные при плановом ТО отклонения от нормального состояния оборудования, не требующие немедленной остановки для их устранения, должны быть занесены в «Ремонтный журнал». Дефекты узлов и деталей, которые при дальнейшей эксплуатации оборудования могут нарушить его работоспособность или безопасность условий труда, должны немедленно устраняться, в том числе путем замены неисправных агрегатов и узлов.
Частным случаем регламентированного ТО являются плановые контрольные технические осмотры оборудования, проводимые инженерно-техническим персоналом механической службы с целью:
– проверки полноты и качества выполнения эксплуатационным персоналом операций по ТО оборудования;
– выявления неисправностей, которые могут привести к поломке или аварийному выходу оборудования из строя;
– установления технического состояния наиболее ответственных деталей и узлов машин и уточнения объема и вида предстоящего ремонта.
Проверки (испытания) как самостоятельные операции планируются лишь для особо ответственного технологического оборудования. Их цель – контроль эксплуатационной надежности и безопасности оборудования в период между двумя очередными плановыми ремонтами, своевременное обнаружение и предупреждение возникновения аварийной ситуации, например, испытания технической прочности и измерения сопротивлений электрической изоляции, испытания на плотность и прочность сосудов и трубопроводов.
Периодичность и состав проверок диктуются соответствующими правилами и инструкциями. Кроме того, в ряде случаев предусматриваются проверки для контроля точностных параметров, регламентируемых технологическими требованиями. В этом случае они носят название проверок на точность.
В состав проверок могут включаться небольшие объемы регулировочных и наладочных работ. Для большей части оборудования и сетей проверки не планируются в качестве самостоятельных операций, а входят в состав плановых ремонтов. Объем проверок, как правило, должен включать в себя производство всех операций осмотра.
Виды технического обслуживания. Техническое обслуживание и ремонт оборудования
Техническое обслуживание — виды работ, выполняемых в промежутке между плановым и внеплановым ремонтом производственного оборудования. Цель – гарантия надежной и беспрерывной работы. Своевременное техническое обслуживание и грамотная эксплуатация значительно снижают затраты на ремонт и вынужденное время простоя.

Задачи технического обслуживания
Можно с уверенностью заявить, что техобслуживание представляет собой определяющее профилактическое действие, которое крайне необходимо для обеспечения непрерывной работы производственного оборудования и механизмов в промежутках времени между запланированными ремонтными манипуляциями. Оно предполагает уход и осуществление контроля над работой машин, их поддержание в исправном рабочем состоянии, плановый техосмотр, чистку, промывку, регулировку, продувку и другой ремонт оборудования.
Отдельные виды технического обслуживания могут проводиться непосредственно на работающем оборудовании с использованием перерывов и выходных дней. При наличии соответствующих разрешений в инструкциях по эксплуатации механизмов и оборудования возможно кратковременное их отключение от электросетей до полной остановки. В таких случаях допускается некоторый простой, но чтобы не прерывались производственный и технологический процессы.
Регламентирующие документы
ГОСТами, регламентирующими применение систем технического обслуживания и ремонт оборудования, являются 18322-78 «Система технического обслуживания и ремонта техники. Термины и определения» и 28.001-83 «Система технического обслуживания и ремонта техники. Основные положения». Именно эти стандарты определяют классификацию и виды технического обслуживания электрооборудования.

Классификация видов техобслуживания
По этапам эксплуатации ремонт и техническое обслуживание подразделяются на:
- ТО при хранении.
- ТО при перемещении.
- ТО при эксплуатации.
- ТО при ожидании.
По периодичности проведения:
- Периодическое ТО.
- Сезонное ТО.
По условиям эксплуатации:
- ТО в особых условиях.
По регламентации выполнения:
- Регламентированное обслуживание.
- Периодический контроль.
- Постоянный контроль.
- Поточное обслуживание.
- Централизованное обслуживание.
- Децентрализованное обслуживание.
По организации выполнения:
- ТО эксплуатационным персоналом.
- ТО специализированным персоналом.
- ТО эксплуатирующей организацией.
- ТО специализированной организацией.
- ТО заводом-изготовителем.
По методам техобслуживания:
- Поточный метод ТО.
- Централизованный метод ТО.
- Децентрализованный метод ТО.
По исполнительной организации:
- эксплуатационным персоналом,
- специализированным персоналом,
- эксплуатирующей организацией,
- специализированной организацией,
- заводом-изготовителем.
Разделение понятий «текущее» и «плановое» обслуживание
Чтобы избежать проблемного для механиков предприятий вопроса о том, кто именно должен выполнять техническое обслуживание промышленных машин и механизмов, принято разделять понятия «текущее» и «плановое» ТО. В какой-то мере оно включает постоянный контроль оборудования, с кратковременной остановкой или без нее. А с другой стороны, различные виды ТО входят в систему ремонта ТОиР или планово-предупредительного ремонта ППР как элемент плана или как промежуточные мероприятия.

Текущее техническое обслуживание
Различные виды текущего технического обслуживания выполняются собственным производственным персоналом участка или цеха и включают ежечасный и посменный контроль работы оборудования, осмотр, смазку и т.п. С точки зрения количества штатных единиц это разумно и рационально, поскольку не требуется увеличение количества работников ремонтной службы. С другой стороны, такой метод позволяет действующим операторам расширить знания о принципах действия и техническом устройстве промышленного оборудования.
Как правило, текущее ТО оборудования не регламентируется и предполагает:
- четкое исполнение всех правил эксплуатации, которые оговорены технической документацией предприятия-изготовителя;
- регулирование определенного режима работы оборудования и недопущение перегрузок;
- соблюдение температурного режима;
- строгую периодичность смазки в местах, где этого требует техническая документация;
- контроль состояния изношенности механизмов и узлов при визуальном осмотре;
- моментальное отключение электрооборудования при аварийной ситуации.
Плановое техническое обслуживание
Плановое ТО и проведение необходимого ремонта осуществляются квалифицированным, специально обученным персоналом ремонтной бригады. Как правило, плановые работы более объемны, чем текущее техобслуживание, и могут включать работы по разборке целых узлов машин и механизмов. Именно поэтому требуются грамотные специалисты-механики.

Плановый ремонт и техническое обслуживание являются регламентированным видом работ. К нему относят:
- проверку рабочих показателей оборудования;
- наладку и регулирование основных характеристик;
- очистку засоренных рабочих частей оборудования и механизмов;
- замену фильтров и масла;
- выявление нарушений и сбоя в работе оборудования.
Данные об изменениях в работе обслуживаемых механизмов при ТО в обязательном порядке фиксируются: в картах осмотра, ремонтных журналах, в компьютерной базе и т.д.
Очень хорошо зарекомендовали себя технологические карточки техобслуживания, замены смазочного материала, спецификации по расходу материала, когда проводится плановое или текущее обслуживание. С их помощью специалисты-ремонтники легко усваивают информацию о периодичности и перечне необходимых работ.
Поскольку те или иные виды технического обслуживания и ремонта не имеют типового руководства, то основные документы разрабатываются в рамках отдельной системы. Тем более, что для определенного вида промышленного оснащения требуется собственный перечень работ. Для максимального удобства оборудование предприятия разделяют на группы, чтобы облегчить разработку методов ТО для них.
Условное разделение оборудования
Первое разделение осуществляется в соответствии с общим статусом оборудования как части основного оснащения предприятия:
- технологическое;
- электротехническое;
- подъемно-транспортное и др.

Далее разделяется на подгруппы многочисленное технологическое оборудование предприятия, которое представляет наибольший интерес для ремонтной бригады:
- металлорежущее оборудование;
- кузнечнопрессовое оборудование;
- литейное оборудование;
- деревообрабатывающее оборудование и т.д.
Внутри перечисленных видов оборудования намного проще выделять объекты для характеристики и осуществления ремонтных работ, а также те или иные виды технического обслуживания.
Состав работ по группам оборудования
В перечень работ для металлорежущих станков входят:
- оценка износа трущихся деталей;
- подтяжка крепежных и натяжных элементов;
- проверка защитных приспособлений и зажимов;
- определение шума и вибрации;
- регулирование подачи охлаждающих жидкостей и масел и пр.
Некоторые пункты входят и в перечень технического обслуживания для кузнечнопрессового, деревообрабатывающего, литейного оборудования, за исключением специфических особенностей эксплуатации и устройства.
Система технического обслуживания и ремонта
Главной задачей автоматизированных систем, по которым проводятся различные виды ТО, является сокращение расходов по этой статье бюджета предприятия и значительное повышение класса надежности работы машин и механизмов, что способствует уменьшению себестоимости производимой продукции и, соответственно, росту доходов.
В случае проведения ремонта задача меняется, поскольку необходимо максимально сократить не только потери, но и частоту проведения самих работ (независимо от вида и объема). Идеальная схема, к которой стремятся предприятия, – это полный отказ от аварийных ремонтов, которые неизбежно ведут к внеплановым остановкам производства.
Кроме того, эксплуатация и техническое обслуживание, в частности, проведение ремонтных работ, осуществляются в условиях некоторой неопределенности. Даже проведенный мониторинг износа промышленного оснащения и многолетний опыт не могут определить конкретный объем и указать номенклатуру новых запчастей для оборудования. А вот конвейерная система предполагает точное распределение необходимых деталей, которые могут потребоваться со склада на определенный заказ.
Что такое система техобслуживания и ремонта
Система технического обслуживания и ремонта – это комплекс связанных между собой специалистов, технических приспособлений, отчетной и фиксирующей результаты документации. Все они необходимы для поддержания надлежащего состояния промышленного оборудования, определенного ГОСТами.

Все предприятия страны пользуются единой концепцией сохранения рабочих машин и механизмов в состоянии беспрерывной работоспособности, частью которой является применение законодательно утвержденной системы планово-предупредительного ремонта (ППР).
Данная система является полноценным комплексом организационных и технических действий, осуществляемых в плановом режиме, направленных на контроль и обеспечение рабочего состояния имеющихся на балансе предприятия машин и механизмов. Применяется такая система в течение всего срока эксплуатации оборудования при соблюдении указанных заводом-изготовителем режима и условий работы. Точное выполнение всех требований, рекомендаций и инструкций по эксплуатации является обязательным.
Система планово-предупредительных ремонтных работ основана на реализации запланированных периодических осмотров, контроля состояния основного оборудования и носит характер предупредительной меры. Таким образом, комплекс мероприятий, гарантирующих поддержание отличной работоспособности машин и механизмов, выполняется по разработанным месячным и годовым графикам. Последние составляются в расчете на недопустимость и предупреждение неожиданного выхода из строя промышленного оборудования, то есть в расчете на сокращение дополнительных расходов.
Обеспечение системы ТОиР
Внедрение системы планово-предупредительных ремонтов в производство обеспечивается:
- достаточной материально-технической базой и поддержанием определенной периодичности ремонтных работ, сроков выполнения;
- полным объемом выполненного перечня операций техобслуживания, гарантирующих беспрерывную работу машин и оборудования;
- по возможности кратчайшим сроком пребывания вышедшего из строя оборудования в ремонте (особенно капитальном).
Осуществление работ
В зависимости от категории и технологической важности оборудования, а также стабильности производимых процессов и безопасности работников, те или иные виды ремонтных работ могут проводиться в качестве ремонта по неисправному техническому состоянию, регламентированного (планового) ремонта, ремонта по выработанноу сроку или их сочетания.
Ремонт промышленного оборудования допустимо проводить силами предприятий-собственников, которые непосредственно используют его, а также специализированными бригадами заводов-изготовителей или ремонтных предприятий. Приоритеты этих организационных схем для каждого завода расставлены в зависимости от наличия собственных резервов, оснащенности, квалификации ремонтного персонала и финансовой состоятельности. Но каждое промышленное предприятие может на свое усмотрение отдать предпочтение любому методу и форме ППР, максимально соответствующей основным направлениям производства.
Сроки ТО
Виды и сроки технического обслуживания исчисляются сутками или месяцами, и зависит это от сложности и типа промышленного оборудования. Так, к примеру, расчеты для тягового подвижного состава (тепловозов, электровозов и пр.) производятся соответственно средним значениям межремонтных пробегов.

Периодичность, виды и сроки технического обслуживания исчисляются по календарному времени эксплуатации и учитывают техусловия заводов-изготовителей.
Таким образом, в результате небольшого анализа сущности, классификации, видов технического обслуживания промышленного, производственного и технологического оборудования можно сделать вывод о его необходимости, планомерности и обязательном строгом контроле. Именно совокупность этих составляющих позволит предприятиям добиться бесперебойной работы машин и механизмов, что, в свою очередь, способствует экономии бюджета, повышению производительности труда и получению дополнительной прибыли.
Источник https://gostost.ru/stp-obslygivanie-oborudovanij/
Источник https://iknigi.net/avtor-ervand-keyan/108200-tehnicheskaya-ekspluataciya-i-remont-tehnologicheskogo-oborudovaniya-ervand-keyan/read/page-2.html
Источник https://fb.ru/article/167834/vidyi-tehnicheskogo-obslujivaniya-tehnicheskoe-obslujivanie-i-remont-oborudovaniya




