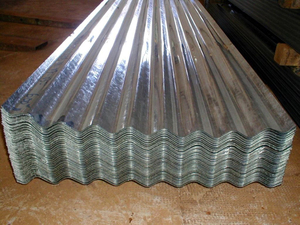
Цинкование кровельного листа
Ежегодно около 3 млн. тонн цинка, т.е. 50% его мировой добычи, используется для антикоррозионного цинкования стали. Оцинкованные крупногабаритные стальные конструкции широко используются в промышленности. Отдельное место среди них занимают массивные изделия, работающие в открытой атмосфере: заборы, ограждения, фонарные столбы, опоры электропередач, каркасы быстровозводимых зданий, фасады и крыши.
Сегодня важной, но трудноразрешимой задачей является исключение коррозии кровельного листа из оцинкованной стали. Износ листа происходит естественным путем, а стоимость его замены даже в развитых и развивающихся странах достигает совокупно астрономических показателей.
Оцинкованный кровельный лист в процессе эксплуатации начинает корродировать с верхнего слоя цинка, тем самым защищая само изделие от гораздо более разрушительной «красной коррозии» основы. Это происходит потому, что цинк «аноден» по отношению к железу и обеспечивает так называемую протекторную защиту.
Оцинкованный лист производится прокаткой (формовкой) с последующим покрытием. При горячей прокатке можно получить лист с толщиной 2-3 мм, при холодной — 0,3-2 мм. Толщина покрытия зависит от метода нанесения и условий осаждения. Цинкование металлоконструкций выполняется чаще всего горячим или гальваническим методом.
Горячеосажденный цинк, в отличие от гальванического, может быть получен с бОльшей толщиной, что обеспечивает наилучшие антикоррозионные характеристики. Однако его невозможно далее защитить финишным конверсионным покрытием. В случае же гальванического цинка покрытие можно эффективно и легко хроматировать или фосфатировать. Кроме этого, внешний вид гальванического цинка отличается блеском и равномерностью. Изделие при лучше выдерживает гибку, протяжку и формовку.
2. Условия эксплуатации стального кровельного листа.
Каков срок службы оцинованного кровельного листа? Крыша из оцинкованной стали рассчитана длительный срок эксплуатации. Конкретная цифра зависит от климата. В среднем оцинкованные листы могут прослужить 15-18 лет в сельской местности на открытом воздухе или 3-6 лет в промышленных регионах. Многократные испытания показали, что оцинкованный лист служит в 15-30 раз дольше, чем стальной, однако, и он не вечен.
На оцинкованном листе различают белую и красную коррозию. Белая коррозия так же известна как «пятно от мокрого хранения» или «белая ржавчина». Она характеризует разрушение цинкового покрытия с образованием белого рыхлого продукта — гидроксида цинка. После сильного разрушения цинкового слоя начинает корродировать уже стальная основа, образуется «красная коррозия», т.е. традиционная ржавчина. Без дополнительных мер защиты листа красная коррозия будет распространяться дальше. Изделие рано или поздно придет в негодность и потребует замены.
Есть факторы, значительно ускоряющие коррозию цинка:
- Влажность;
- Присутствие солей (хлоридов);
- Низкая рН среды (повышенная кислотность).
Для кровельного листа весьма опасны кислотные дожди, особенно совмещенные с тропическим морским климатом. Активно корродируют места кровли, где дождевая вода скапливается на долгое время: водостоки, ливневки и т.д.
Кислотный дождь — продукт атмосферной реакции диоксида серы или оксидов азота с кислородом воздуха и водой. В результате этого образуется серная или азотная кислота, которая может выпадать в виде осадков.
Диоксид серы — продукт работы плавильных печей и электростанций, использующих уголь как топливо. Он также выделяется при сжигании природного газа, бензина и иных нефтепродуктов.
Для повышения стойкости оцинкованного листа к агрессивным средам предложен ряд альтернатив.
3. Поиск альтернатив.
В 2001 в результате исследований «Bohm, S., Sullivan и J. H., &Worsley, A new corrosion test for organicallycoated galvanized steel products. MaterialsandCorrosion» было установлено, что покрытия стали цинком не так эффективно, как например покрытие цинком с различными неорганическими и органическими добавками.
Отличные результаты показали покрытия Galvalume: цинк с небольшим процентным содержанием алюминия. Покрытие по сравнению с чистым цинком имело большую равномерность, повышенный предел прочности и отличную коррозионную стойкость в широком диапазоне температур.
В исследованиях «Coni, N., Gipiela, M. L., D’Oliveira, A. S. C. M., &Marcondes, P. V. P. (2009). Study ofthe mechanical properties of the hot dip galvanized steel and galvalume®. Journal of the Brazilian Society of Mechanical Sciences and Engineering» было определено, что стандартное цинковое покрытие легко разрушается в имитируемой карбонатно-хлоридной среде. Эти выводы побудили к поиску альтернативного покрытия кровельных листов, особенно для промышленных зон, загрязненных хлоридами или карбонатами.
Разработка сплава 55% Al-Zn (органический композитный материал) позволила в несколько раз увеличить коррозионную стойкость листов крыши (по сравнению с обычным цинком). Органические композитные покрытия образуют защитную пленку, сдерживающую срабатывание механизма коррозии стали в тяжелых условиях эксплуатации (кислотные дожди или присутствие растворенных солей). Более того, смесь пигмента фосфатного типа с кальцийсодержащим пигментом значительно ингибировала коррозию стали в кислых средах.
4. Производство кровли из оцинкованного листа.
В целом, производство кровельных листов можно разделить примерно на шесть этапов:
- Сварка листов;
- Правка;
- Очистка;
- Отжиг;
- Цинкование;
- Финишная обработка.
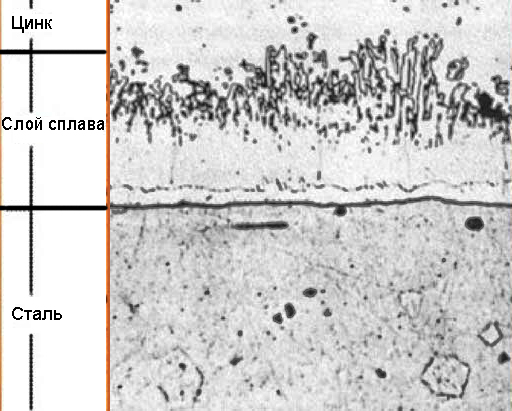
Рисунок 1 — Микроструктура цинкового покрытия, нанесенного горячим методом
Изделия пропускаются через ванны цинкования со скоростью до 180 метров в минуту в виде непрерывных лент. Толщина стального листа составляет от 0,3 до 0.55 мм, а ширина до 1850 мм.
Процесс нанесения покрытия начинается с очистки стали щелочными растворами с ополаскиванием и сушкой. Чтобы сделать изделия мягкими и гибкими очищенная сталь транспортируется в печь для отжига. В печи поддерживается атмосфера из азота и водорода, препятствующая окислению. Вакуумная камера, известная как «рыло», подключается к выходному концу печи и опускается сразу в ванну для покрытия цинком, чтобы избежать повторного окисления нагретого стального изделия воздухом.
В некоторых технологиях производств изделие не поступает из печи напрямую в ванну. В этом случае перед цинкованием требуется изделие протравить и нанести специальный защитный слой (флюс) для защиты поверхности листа от повторных окислений.
В ванне цинкования стальной лист перемещается вокруг погружного валка и вступает в реакцию с расплавленным металлическим цинком. В результате образуется покрытие Затем лист извлекается в вертикальном направлении, с него удаляется избыток расплавленного цинка при помощи воздуходувов под высоким давлением («воздушных ножей»).
Наконец, сталь охлаждается, чтобы цинковое покрытие застыло на ее поверхности. Затвердевание расплавленного металла до того, как он вступит в контакт с другим валком, имеет первостепенное значение, чтобы избежать повреждения или деформации покрытия.
5. Влияние толщины покрытия на надежность оцинкованного кровельного листа.
Толщина горячего цинка измеряется в микрометрах или в г/м2. В зависимости от толщины покрытия изменяется и устойчивость листа к коррозионному разрушению. Например, при любых условиях эксплуатации покрытие G90 прослужит дольше, чем покрытие G60, где G — значит оцинкованный. Однако, с ростом толщины уменьшается пластичность изделия, что в ряде случаев просто недопустимо (данные исследований «Hancock, G. J., Murray, T. M., & llifritt, D. S. (2001). Cold-formed steel structures to the AISI specification. M. Dekker.»). Поэтому толщина покрытия должна быть оптимизирована для достижения благоприятного сочетания коррозионной стойкости и формуемости листа.
Методы контроля толщины горячецинкового покрытия:
- измерительные инструменты (например, микрометр);
- магнитные толщиномеры;
- гравиметрия (взвешивание изделия до и после цинкования);
- оптическая микроскопия по шлифу (ASTM B 487).
6. Свойства оцинкованного кровельного листа.
Блестки (узор в виде снежинок) — распространенный атрибут оцинкованной поверхности. Цинковые покрытия с блестками — декоративные покрытия.
Механические свойства покрытия, влияющие его на внешний вид:
• Прочность. Это сопротивление, оказываемое кровельным листом при приложении внешней нагрузки. Прочность кровельного листа зависит от его способности противостоять внешним воздействиям. Напряжение на стальном кровельном листе может быть сжимающим, растягивающим, сжимающим и растягивающим или на сдвиг.
• Эластичность. Кровельный лист из оцинкованной стали должен иметь возможность вернуться в исходное состояние при снятии нагрузки. Предел упругости кровельного листа — это максимальное напряжение, которое он может выдержать без остаточной деформации.
• Пластичность. Способность стального листа до некоторой степени деформироваться без разрыва. Пластическая деформация возникает при превышении предела упругости. Как правило, уровень пластичности повышается с повышением температуры. Пластичность — одно из свойств материала, которое необходимо учитывать во время вторичных процессов формования. Пластичность позволяет трансформировать оцинкованный лист в различные изделия желаемой формы и размеров путем применения тепла, давления или сочетания деформаций.
• Тягучесть. Это свойство, которое позволяет вытягивать сталь при приложении нагрузки или силы. Основой кровельного листа из оцинкованной стали является низкоуглеродистая сталь, которая, как известно, пластична и позволяет формовку изделий экструзией или протягиванием через отверстие в подготовленной головке. Тягучесть стального листа снижается с повышением температуры. Удлинение и уменьшение являются ключевыми параметрами измерения тягучести.
• Ковкость. Способность стали превращаться в лист без трещин после процесса холодной и горячей обработки. Ковкость — свойство сжатия, в то время как тягучесть — это свойство растяжения. Ковкость материала увеличивается с увеличением температуры;
• Хрупкость. Способность ломаться без искажения. Основание оцинкованного листа из мягкой стали менее хрупкое, что позволяет ему не ломаться после большой деформации, в отличие от стекла и чугуна.
• Вязкость. Способность стальных листов противостоять упругим и пластическим деформациям. Оцинкованный стальной лист демонстрирует значительную степень ударной вязкости из-за наличия в нем легированных элементов. Количество энергии, которое может поглотить оцинкованный кровельный стальной лист до разрушения — это и есть его вязкость.
7. Методы прогнозирования механических свойств оцинкованного стального листа.
Механические свойства стального листа или рулона можно спрогнозировать до начала процесса цинкования по процессу его производства. Это минимизирует потери материалов.
В исследованиях «Adetunji, O. R., Musa, A. A., & Afolalu, S. A. (2015). Computational Modelling of Chromium Steel in High Temperature Applications. International Journal of Innovation and Applied Studies» были проведены сравнительные испытания механических свойств различных стальных рулонов до оцинкования. Авторы оценили модели, созданные с помощью линейных и нелинейных, мешковинных и других методов построения. Далее авторы сделали прогнозы, используя в общей сложности 30 моделей. Прогнозы были сделаны для каждого параметра, чтобы получить значимую информацию о возможностях этих моделей и методов. Авторы несколько раз протестировали все модели, а также построили отдельную модель, чтобы установить актуальность марок стали и рекомендовать модели для каждого параметра.
Механические характеристики оцинкованного стального листа определялись при помощи интеллектуального анализа данных, таких как нейронная сеть, машина опорных векторов, методы регрессионного анализа и дерева регрессии.
Было обнаружено, что использование нейросетевого метода дает лучший результат в прогнозировании механических свойства оцинкованной стали. Прогноз был подтвержден путем сбора актуальной информации о химическом составе, толщине и ширине листов, полосыскорости и температуры отжига с помощью прогнозных моделей.
Оцинкованные стальные листы можно назвать композитными, состоящими из звеньев металлического покрытия. На стальной подложке, которая является хрупкой по своей природе во время формовки образуются микротрещины. Формовка располагается между Zn-покрытием и интерметаллической фазой. Обычно трещины в зернах покрытий из чистого цинка размещаются параллельны друг другу. Тщательные наблюдения (Dirisu, J.O., Asere, A.A., yekunle, J.A., Adewole, B.Z., Ajayi, O.O., Afolalu, S.A., Joseph, O.O., &Abioye, A.A. (2017). omparison of the Elemental Structure and Emission Characteristics of Selected PVC and Non PVC Ceiling Materials Available in Nigerian Markets.International Journal of Applied Engineering Research) показали, что кристаллы цинка проявляют преобладающую анизотропную деформацию.
Характеристики стали листовой оцинкованной: ГОСТ 14918–80
Использование цинкового покрытия на поверхности стали обусловлено способностью защищать металл и изделия из него от коррозии. Лист стальной оцинкованный ГОСТ 14918 80 является материалом, эффективно применяемым в производстве и строительстве. Удобный, надежный и практичный, он выдерживает определенные эксплуатационные нагрузки и действие окружающих вредных условий. Из-за своей легкости оцинкованная сталь применяется в качестве кровельного покрытия, так как не утяжеляет строение и не требует устройства дополнительного основания и усиления фундаментов.
Защита стали от коррозии
Металл при воздействии на него кислорода окисляется, из-за этого на поверхности конструкции появляется тонкий слой пленки. Отдельные материалы, такие как олово, цинк, алюминий образуют стойкий слой, защищающий металл от действия кислорода. У железа образующиеся на поверхности гидроксидные пленки имеют рыхлую и объемную структуру. Такое образование называется ржавчиной, так как вместо защиты, слой отделяется от поверхности в виде коржей и хлопьев, причем коррозионный процесс продолжается постоянно, и конструкция разрушается.
Истончение деталей ведет к уменьшению несущих способностей, прочности, уменьшает прилегание элементов друг к другу, в результате загруженность соседних узлов и деталей увеличивается. Металлические емкости и резервуары теряют герметичность и разрушаются. Становится очевидным, что использовать черный металл без защитной пленки нельзя, требуется создать барьер для доступа воды и кислорода к поверхности.
Способы нанесения пленки
Часто пользуются методом окраски готовых изделий, но способ считается недолговечным и не всегда действенным. Эффективным решением является нанесение цинковой пленки, которая защищает поверхность от разрушения. Цинковый слой наносится несколькими способами:
- холодный метод предполагает нанесение цинка по типу покраски, в современном производстве применяется довольно редко;
- гальваническая обработка листов заключается в обработке поверхности стали в цинксодержащих электролитных растворах;
- метод горячей оцинковки является наиболее распространенным из-за последующего сохранения заданных качеств длительное время.
Металл, оцинкованный горячим методом, выпускается с конвейера в соответствии с ГОСТ 14918–80 . Оцинкованный лист получается протяжкой в ванне с расплавленным раствором, с содержащем цинка, используют марки стали 08Ю, 10кп, 08кп, 08пс и другие. В состав наносимого сплава помимо цинка добавляется свинец, алюминий и другие металлы, стойкие к кислородному и влажному воздействию.

Перед рабочим процессом раствор нагревается до температуры 455−485˚С, это создает условия для хорошего смачивания и последующей адгезии, таким образом, пленка становится единым целым с телом листа. Метод горячего протягивания создает толстый защитный слой по сравнению с гальваническим способом.
Лист оцинкованный ГОСТ получает прогнозированную долговечность, чем окрашенный простым нанесением, пленка не трескается и не образует трещин при допустимых изгибах. В случае агрессивного окружающего пространства цинковый слой первым вступает во взаимодействие, оставляя металл нетронутым, не допуская коррозии.
Классификация листов
В зависимости от способа получения материала и его назначения сталь, покрытую цинком, подразделяют на группы:
- оцинкованный материал общего назначения;
- сталь с цинковым покрытием холодной штамповки;
- оцинковка холодной полировки;
- оцинковка, предназначенная для дальнейшего красочного покрытия.
Области применения

Оцинкованный материал в процессе изготовления из него деталей и заготовок подвергается штамповке и изгибу, оба способа не нарушают целостности листа. Высокие антикоррозийные свойства позволяют использовать материал в производстве бытовых приборов, строительстве, трубопрокате, автомобилестроении.
Особо актуально применение оцинковки в строительной отрасли. Материал после цинкования красится полимерными красителями и составами на основе эпоксидной смолы в расплавленных печах. Покрытая полимерами сталь служит основой в производстве кровельных покрытий и стеновых материалов, выгода от применения которых становится очевидной.
Профнастил, металлочерепица, кровельная сталь — вот наименования легкого прочного и практичного кровельного покрытия для современных коттеджей. Помимо кровельных работ, оцинковка используется для изготовления:
- металлического декоративного штакетника;
- при монтаже фальцевых крыш в качестве картины;
- водопроводных труб;
- штрипса — сортового лентопроката;
- монтажных профилей для гипсокартона, евродоски, пластика и других стеновых покрытий;
- перфорированного крепежа и различных кронштейнов;
- кровельных фартуков, обделок, элементов водостоков, коньков, ендов и других вспомогательных деталей крыши;
- вентиляционных каналов;
- разводных лотков для кабелей в электротехнике, корпусов приборов, устройств и др.
Преимущества и недостатки
Профнастил в виде кровельного покрытия стоит достаточно дешево, чтобы его могли применять для строительства широкие слои населения. Легкость установки на стропильные конструкции позволяет сделать это даже новичку. К плюсам материала относятся:
- длительный срок эксплуатации по сравнению с обыкновенным металлом, время работы оцинкованного листа исчисляется десятками лет без изменения не только качеств, но и внешнего вида изделия;
- экономия на составах для лакокрасочной обработки — лист ставят в некоторых случаях без покраски, так как его покрытие является стойким к влажности и нагреванию солнцем;
- покрытие из цинка на поверхности металла прочно соединено с центральным слоем, при изгибе, штамповке, растягивании слой цинка не скалывается, остается неотделимым;
- часто у покрывающего слоя прочностные показатели превосходят эти значения для внутреннего слоя стали, поэтому в комплексе увеличивается восприятие нагрузок;
- цинковое покрытие на металле соответствует экологическим нормам и является безопасным для человека и животных;
- цинк обладает свойством затягивать мельчайшие царапины на поверхности и в местах прохождения крепежных метизов, а также на местах резов;
- изделия из оцинковки стоят ниже таких же деталей, выполненных из нержавейки;
- металлизированная матовая поверхность материала имеет привлекательный внешний вид и применяется в некоторых дизайнерских разработках без окрашивания.
Недостатки оцинковки можно считать условными:
- с каждым годом эксплуатации теряется микроскопическая толщина слоя;
- оцинкованный лист не подвергается соединению сваркой;
- окраска лакокрасочными составами поверхности из оцинковки требует подготовительного процесса.
Проверка качества
Оцинковка ГОСТ предусматривает показатели, переводящие листы в ту или иную категорию качества — это может быть прописано в сопроводительных документах. Для покупателя важно, чтобы внешний вид материала не содержал поверхностных изъянов и нарушений целостности.
Поверхность стали должна быть гладкой и ровной, без трещин цинкового слоя. Иногда для некоторых марок материала допускается образование на поверхности пятен, тонких наплывов и шероховатостей. Это относится:
- к оцинковке, полученной способом холодного штампования;
- профилируемым листам, изготовленным на гибочных приспособлениях;
- материалу, относящемуся к группе общего назначения.
Для других категорий стали с оцинкованным покрытием дефектов при визуальном осмотре быть не должно, особенно неприемлем брак в виде зазубрин. Если материал предназначается под окраску, то на нем не должно быть никаких проявлений брака. Любая трещина влияет на качество конечного изделия.
Производство оцинкованного металла

Чтобы в условиях производства получить листовой материал с оцинкованным верхним слоем, его покрывают марочным цинком по специальной технологии. Защитная пленка наносится с двух сторон или с одной. Используется покрытие разной толщины в зависимости от области дальнейшего применения и предполагаемых условий кислородного и влажностного воздействия.
Разработано специализированное оборудование для горячего метода цинкования — наиболее востребованного способа производства. Гальванический метод и холодное цинкование применяют достаточно редко, так как качество обоих методов оставляет желать лучшего. Нанесение цинкового слоя происходит в несколько этапов:
- вначале стальной лист подвергается обжигу в печах при высокой температуре;
- чтобы повысить сопротивляемость металла коррозионным процессам его помещают на втором этапе обработки в ванну с расплавленным цинковым составом;
- затем делается консервация для улучшения защитной функции цинкового слоя, это выполняется с помощью промасливания, пассивирования, иногда эти операции сочетают между собой.

В результате производственного процесса с соблюдением всех технологических циклов получается материал, стойкий к коррозии, в виде листа, который в дальнейшем отлично штампуется, вальцуется, гнется и вытягиваются без ущерба для начальных качеств. Полученный оцинкованный лист по антикоррозионным качествам можно смело приравнивать к нержавейке.
Стандарты ГОСТа распространяются на листовой материал и тот, что выпускается в рулонах. Назначение материала при этом может быть различным, независимо от того, используется холоднокатаный лист для производства домашней посуды или применяется в качестве кровельного материала. Стандартами предусмотрены такие размеры листа при выпуске:
- ширина варьируется от 70 до 150 см;
- толщина металла может составлять от 0,4 мм до 1,5 см.
Виды сырья
Для изготовления оцинковки применяются различные марки стали, но основные из них такие:
- сталь Ст3, Ст1 и Ст2, 100, причем используются все степени раскисления в соответствии с ГОСТ 380–1994 ;
- ГОСТ 9045–1993 допускает к производству 08кп, 08пс, 08Ю;
- ГОСТ 1050–1988 рекомендует сталь Юкп.
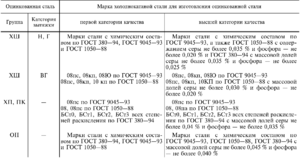
Категории стали
Оцинкованный металл подразделяется по способности вытягиваться без создания поверхностных дефектов:
- категория Н присваивается материалу с нормальной способностью к вытяжке;
- категория Г способна к глубокой вытяжке с получением усредненных показателей;
- в категорию ВГ включены оцинкованные листы с качеством, позволяющим тянуться очень глубоко.
Классификация цинкового листа затрагивает и разницу в толщине защитного слоя по длине или ширине листа, полученного в процессе производства:
- НР говорит о нормальной разнице в толщине слоя.
- УР свидетельствует об уменьшенной разнице толщин на поверхности.
По желанию заказчика на поверхности цинкового слоя может быть выполнен рисунок кристаллизации (серия КР). Листы материала без такого нанесения относят к серии Мт.
Деление стали с оцинкованным защитным слоем производится также в зависимости от толщины полученного защитного покрытия:
- сталь повышенного класса имеет вес одного квадратного метра слоя при толщине покрытия в микронах от 60 до 40 на двух сторонах листа 850−570 грамм;
- высокого класса, при толщине в микронах от 40−19 квадрат слоя весит 570−260 грамм;
- обычный класс предполагает вест квадрата покрытия при толщине от 10 до 18 микрон в 260−142 грамма.
Каждый вид категории и класса предназначен для работы в определенных условиях эксплуатации и предполагает различную дальнейшую обработку. Для выбора требуемого качества нужно определиться с этими условиями, чтобы не переплачивать за высокое качество, которое с успехом можно заменить обыкновенной категорией.
Способы гаражного и промышленного цинкования металла
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.

Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Свойства и преимущества оцинкованных покрытий
Существенным преимуществом оцинкованных покрытий является длительность срока их службы. Если говорить о различных технологиях оцинковывания как об этапе подготовки деталей к окрашиванию, то сразу можно отметить следующие достоинства процедуры:
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Горячее цинкование стали имеет широкую известность, но применяется несколько реже, чем другие способы распределения цинка по поверхности металлоконструкций. Несмотря на эффективность горячей технологии, она является крайне опасной для окружающей среды и живых организмов. Горячий способ подразумевает использование агрессивных химикатов для подготовительных процедур и горячего жидкого цинка для дальнейшего покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Метод холодного цинкования заслуженно считается самым применяемым. Причинами тому являются высокая результативность и простота применения. Способ не требует наличия профессионального оборудования, что позволяет осуществлять цинкование у себя дома.
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Во время гальванического цинкования на верхний слой металла оказывается воздействие электрического и химического характера одновременно. Результатом является не только максимально точная толщина барьерного слоя, но и идеально гладкая структура.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком
Суть термодиффузионной технологии (ТТ) в том, что объект цинкования и сухой цинксодержащий порошок кладутся в специальный контейнер, который герметизируется и подвергается воздействию очень высокой температуры (до 2 500 градусов по Цельсию). Атомы цинка, содержащиеся в сухой смеси, преобразуются в газ, что упрощает их диффузионное проникновение в верхний слой деталей из металла.

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка
Напыление подходит для металлических крупногабаритных пластин или металлоконструкций, в отношении которых очень тяжело применять другие технологии.
Процесс цинкования напылением: в условиях газовой среды цинк в виде сухого порошка распыляют по всей поверхности металлоконструкции. На фоне высоких температур молекулы цинка и металла при столкновении образуют чешуйки, поры и неровности, поэтому обрабатываемая деталь нуждается в дальнейшей покраске.

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Простой способ цинкования в домашних условиях
Самым легким способом самостоятельного цинкования металла является холодный метод. Однако многих интересует именно гальванический способ из-за формирования декоративных узоров на верхних слоях детали.
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Источник https://zctc.ru/sections/zinkovanie_krovelnogo_stalnogo_lista
Источник https://tokar.guru/metally/stal/harakteristiki-stali-listovoy-ocinkovannoy-gost-14918-80.html
Источник https://wikimetall.ru/metalloobrabotka/tsinkovanie-metalla.html