Общие требования и методы контроля
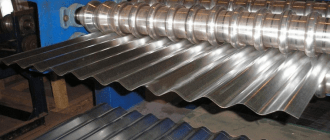
Настоящий стандарт устанавливает общие требования (далее—требования) к защитным покрытиям, нанесенным методом горячего цинкования (далее—покрытиям) на конструкционную сталь, в том числе повышенной прочности, стальные конструкции,изделия из фасонного проката и листовой стали, комплекты труб,трубы большого диаметра, изогнутые или сваренные до нанесения покрытия, контейнеры, изделия из стальной проволоки, крепежные изделия, обрабатываемые в общей массе, стальные и чугунные отливки, поковки, штампованные стальные изделия, а также к основному металлу и методам контроля качества покрытий.
Настоящий стандарт не распространяется на покрытия, нанесенные непрерывным способом.
1. ТРЕБОВАНИЯ К ОСНОВНОМУ МЕТАЛЛУ
1.1. Требования к конструкции изделий, подлежащих цинкованию
1.1.1. В конструкциях не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей,расплавленного цинка и газов.
Полые изделия и изделия сложной формы подвергают пробному цинкованию.
Не допускается во избежание взрыва наносить покрытия на изделия, имеющие закрытые полости.
1.1.2. Сварку элементов конструкций следует производить в стык либо двусторонними швами, либо односторонним швом с подваркой.
Не допускается цинковать изделия со сварными соединениями в нахлестку.
1.2. Требования к поверхности основного металла
1.2.1. На поверхности основного металла не допускаются закатанная окалина, заусенцы, поры, включения, сварочные шлаки,остатки формовочной массы, графита, смазки, металлическойстружки, маркировочной краски.
1.2.2. На поверхности литых изделий не должно быть пор и усадочных раковин.
1.2.3. Сварные швы должны быть равномерными, плотными и сплошными по всей длине.
Не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов.
1.2.4. Острые углы и кромки изделий, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм.
1.2.5. Поверхность изделий, подлежащих горячему цинкованию, должна быть очищена обезжириванием, последующим травлением или струйно-абразивной обработкой, затем офлюсована.
Степень очистки поверхности от окалины и продуктов коррозии — 1 по ГОСТ 9.402.
2. ТРЕБОВАНИЯ К ПОКРЫТИЮ
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным.
Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин,вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без разрушения покрытия до основного металла не являются дефектами.
Допустимо восстановление непрокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непрокрытые участки защищают слоем цинк-содержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80—85%) или газотермическим напылением цинка( минимальная толщина 120 мкм).
2.2. Толщина покрытия
Толщина покрытия должна быть не Менее 40 мкм й не более 200 мкм и определяется условиями эксплуатации оцинкованных изделий и нормативно-технической документацией на конкретное изделие.
2.3. Прочность сцепления
Покрытие обладает удовлетворительным сцеплением, если выдерживает испытания по методам, приведенным в п. 4.4.
3. ТРЕБОВАНИЯ К КОНТРОЛЮ ОСНОВНОГО МЕТАЛЛА И КАЧЕСТВА ПОКРЫТИЯ
3.1. Перед нанесением покрытий 2—5% изделий из партии, ноне менее трех, а для изделий единичного производства—каждое изделие контролируют на соответствие пп. 1.1, 1.2.
3.2. Полуфабрикаты (проволоку, трубы и т. п.) подвергают входному контролю на соответствие требованиям нормативно-технической документации на поставку и требованиям пп. 1.1, 1.2.
3.3. Нанесенное цинковое покрытие подвергают контролю по внешнему виду, толщине и прочности сцепления.
На контроль предъявляют каждую партию оцинкованных изделий. За партию принимают единицу продукции или груза, состоящую из одного или более изделий одинакового типа и размера, принадлежащих к одному заказу, если на них нанесено покрытие за одну смену и в одной и той же ванне.
3.4. Контроль внешнего вида покрытий проводят на 100% изделий.
3.5. Контролю толщины и прочности сцепления подвергают:
- элементы стальных конструкций в количестве до 1%, но не менее 2 шт. от партии;
- сварные узлы в количестве до 5%, но не менее 1 штуки от партии;
- резьбовые крепежные детали в количестве до 0,5%, но не менее 3 штук от партии.
Допускается применение методов статистического контроля по ГОСТ 18242.
Контроль толщины покрытия металлографическим методом допускается проводить на одной детали из партии.
3.6. Изделия, на которых проводился контроль качества разрушающими методами, разрешается предъявлять к приемке после восстановления покрытия.
3.7. Контроль толщины покрытия
3.7.1. Контроль толщины покрытия проводят до его дополнительной обработки (хроматирование, нанесение консервационных смазок и т. п.).
3.7.2. Толщину покрытия контролируют на поверхности, не имеющей накатки и резьбы на расстоянии не менее 5 мм от ребер,углов, отверстий и мест контакта с приспособлением. Толщину покрытия на резьбовых крепежных деталях контролируют на головках болтов и на торцах гаек.
3.7.3. Измерительный инструмент для неразрушающего контроля толщины покрытия должен иметь погрешность измерения не более ±10%.
3.8. При получении неудовлетворительных результатов контроля толщины и прочности сцепления проводят повторный контрольна удвоенном количестве деталей.
При получении неудовлетворительных результатов повторного контроля всю партию оцинкованных изделий бракуют.
3.9. Контроль состава ванны горячего цинкования по требованию заказчика проводят до извлечения изделий из ванны.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль внешнего вида
Внешний вид покрытий контролируют визуальным осмотром невооруженным глазом при освещенности не менее 300 лк на расстоянии 25 см от контролируемой поверхности.
4.2. Контроль толщины покрытия
4.2.1. Магнитный метод
Метод основан на регистрации изменения магнитного сопротивления в зависимости от толщины покрытия. В качестве измерительных приборов используют магнитные толщиномеры.
За результат измерения толщины покрытия принимают среднее арифметическое значение не менее пяти измерений у краев и в середине контролируемой поверхности одного изделия.
Относительная погрешность метода ±10%.
4.2.2. Металлографический метод (арбитражный)
Метод основан на измерении толщины покрытия на поперечном шлифе с применением металлографических микроскопов различных типов.
Образец для изготовления шлифа вырезают из оцинкованного изделия.
Толщину цинкового покрытия измеряют на шлифе в трех и более точках, равномерно распределенных на линейном участкедлиной около 1 см. За результат принимают среднее арифметическое результатов всех измерений.
Относительная погрешность метода ±10%.
4.2.3. Среднюю толщину покрытия (Нср) в микрометрах определяют неразрушающими методами или гравиметрическим мето
дом по разности масс образца до и после Получения или до и после снятия покрытия по ГОСТ 9.302.
Для снятия покрытия применяют раствор: 3,2 г хлористой сурьмы или 2 г трехокиси сурьмы растворяют в 500 см 3 соляной кислоты, плотностью 1,19 г/см 3 , ч. д. а., по ГОСТ 3118 в мерной колбе вместимостью 1 дм 3 и доводят до метки дистиллированной водой по ГОСТ 6709.
Относительная погрешность гравиметрического метода ±10%.
4.3. Контроль химического состава цинкового расплава — поГОСТ 19251.1, ГОСТ 19251.2, ГОСТ 19251.3, ГОСТ 19251.5.
Массовая доля цинка в рабочем объеме ванны должна быть не менее 98%.
4.4. Контроль прочности сцепления покрытий
4.4.1. Метод нанесения сетки царапин (при толщине покрытий до 50 мкм)
На очищенной поверхности контролируемого покрытия инструментом со стальным острием под углом 30° (твердость металла острия должна быть выше твердости покрытия) наносят по четыре— шесть параллельных линий глубиной до основного металла на расстоянии от 2,0 до 3,0 мм друг от друга и перпендикулярно к ним.Линии проводят в одном направлении. Прочность сцепления удовлетворительна, если на контролируемой поверхности не наблюдается отслаивание покрытия.
4.4.2. Метод крацевания
Для метода крацевания применяют стальные и латунные щетки диаметром проволоки 0,1—0,3 мм и скоростью вращения щеток — 1500—2800 мин -1 .
Поверхность покрытия крацуют не менее 15 с. После крацевания на контролируемой поверхности не должно наблюдаться вздутия или отслаивания покрытия.
4.4.3. Метод нагрева
При применении метода нагрева детали с покрытием или образцы-свидетели нагревают до (190±10)°С, выдерживают при данной температуре в течение 1 ч и охлаждают на воздухе. На контролируемой поверхности не допускаются вздутия или отслаивания покрытия.
4.4.4. Метод удара поворотным молотком
Плоскую поверхность изделия с толщиной основного металла не менее 3 мм очищают от пыли, механических загрязнений и обезжиривают органическими растворителями.
На плоскую поверхность изделия устанавливают поворотный молоток массой 212,5 г таким образом, чтобы головка молотка вертикально падала на горизонтальную поверхность изделия. Производят не менее двух ударов молотком так, чтобы расстояние между параллельными отпечатками составляло 6 мм, а расстояние от края отпечатка до края изделия составило не менее 13 мм.
Схема поворотного молотка приведена в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
СХЕМА ПОВОРОТНОГО МОЛОТКА

1 — молот; 2 — прижимная плита; 3 — поверхность образца; х — размер, определяемый опытным путем в зависимости от металла, из которого изготовлена головка молотка
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным строительным комитетом СССР
С. В. Марутьян, канд. техн. наук (руководитель темы), С, А. Клочко, Л. Н. Павлова, С. Г. Гутник, Л. М. Белоусова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.05.89 № 1379
3. Срок первой проверки — 1995 г.
Периодичность проверки — 5 лет
4. Стандарт полностью соответствует международным стандартам ИСО 1461—89, СТ СЭВ 4663—84
ГОСТ 9.307-2021 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
Текст ГОСТ 9.307-2021 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
Единая система защиты от коррозии и старения ПОКРЫТИЯ ЦИНКОВЫЕ ГОРЯЧИЕ Общие требования и методы контроля
Москва Российский институт стандартизации 2022
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Закрытым акционерным обществом «Центральный ордена Трудового Красного Знамени научно-исследовательский и проектный институт строительных металлоконструкций им. Н.П. Мельникова» (ЗАО «ЦНИИПСК им. Мельникова»), Некоммерческим партнерством «Центр по развитию Цинка» (НКП «ЦРЦ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 214 «Защита изделия и материалов от коррозии, старения и биоповреждений»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 26 августа 2021 г. № 142-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97
Код страны по МК (ИСО 3166) 004—97
Сокращенное наименование национального органа по стандартизации
ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
(Поправка)
4 Приказом Федерального агентства по техническому регулированию и метрологии от 10 ноября 2021 г. № 1483-ст межгосударственный стандарт ГОСТ 9.307—2021 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2022 г.
5 ВЗАМЕН ГОСТ 9.307—89
6 ИЗДАНИЕ (март 2022 г.) с Поправкой (ИУС № 3 2022 г.)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
©Оформление. ФГБУ «РСТ», 2021,2022
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Технические требования
4.1 Общие положения
4.2 Требования к основному металлу изделий
4.3 Требования к конструкции изделий, подлежащих цинкованию
4.4 Требования к поверхности основного металла изделий
4.5 Требования к покрытию
4.6 Требования к сырью и материалам
4.7 Маркировка и упаковка
5 Требования безопасности
6 Требования охраны окружающей среды
7 Правила приемки
8 Методы контроля
9 Правила оформления результатов контроля
10 Транспортирование и хранение
11 Указания по эксплуатации
12 Гарантии изготовителя
Приложение А (справочное) Примеры расположения технологических отверстий в изделиях
Приложение Б (справочное) Соотношение между размерами труб, минимальными значениями размеров и количеством отверстий в заглушках на концах изделий длиной менее 6м
Приложение В (справочное) Мероприятия, рекомендуемые для снижения внутренних напряжений на стадии изготовления изделий
Приложение Г (рекомендуемое) Схема поворотного молотка
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ЦИНКОВЫЕ ГОРЯЧИЕ
Общие требования и методы контроля
Unified system of corrosion and ageing protection. Hot-dip zinc coatings. General requirements and methods of control
Дата введения —2022—06—01
1 Область применения
Настоящий стандарт устанавливает общие требования к защитным покрытиям, нанесенным методом горячего цинкования (далее — покрытия) при температурах 430 °C—460 °C, а также требования к основному металлу и методам контроля качества покрытий.
Настоящий стандарт распространяется на стальные конструкции, изделия из фасонного проката и листовой стали, комплекты труб, трубы большого диаметра (изогнутые или сваренные до нанесения покрытия), контейнеры, изделия из стальной проволоки, крепежные изделия (обрабатываемые в общей массе), стальные и чугунные отливки, поковки, штампованные стальные изделия.
Настоящий стандарт не распространяется на покрытия, нанесенные непрерывным способом.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.008 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Термины и определения
ГОСТ 9.072 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Термины и определения
ГОСТ 9.301—86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302 (ИСО 1463—82, ИСО 2064—80, ИСО 2106—82, ИСО 2128—76, ИСО 2177—85, ИСО 2178—82, ИСО 2360—82, ИСО 2361—82, ИСО 2819—80, ИСО 3497—76, ИСО 3543—81, ИСО 3613—80, ИСО 3882—86, ИСО 3892—80, ИСО 4516—80, ИСО 4518—80, ИСО 4522-1—85, ИСО 4522-2—85, ИСО 4524-1—85, ИСО 4524-3—85, ИСО 4524-5—85, ИСО 8401—86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.402—2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.005 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.016 Система стандартов безопасности труда. Воздух рабочей зоны. Требования к методикам измерения концентраций вредных веществ
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.040 1 Система стандартов безопасности труда. Гидроприводы объемные и системы смазочные. Общие требования безопасности к конструкции
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.004 Система стандартов безопасности труда. Термическая обработка металлов. Общие требования безопасности
ГОСТ 12.3.008 Система стандартов безопасности труда. Производство покрытий металлических и неметаллических неорганических. Общие требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 12.4.010 Система стандартов безопасности труда. Средства индивидуальной защиты. Рукавицы специальные. Технические условия
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 12.4.028 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 12.4.032 Обувь специальная с кожаным верхом для защиты от действия повышенных температур. Технические условия
ГОСТ 12.4.100 Комбинезоны мужские для защиты от нетоксичной пыли, механических воздействий и общих производственных загрязнений. Технические условия
ГОСТ 12.4.131 Халаты женские. Технические условия
ГОСТ 12.4.221 2 Система стандартов безопасности труда. Одежда специальная для защиты от повышенных температур теплового излучения, конвективной теплоты. Общие технические требования
ГОСТ 12.4.253 (EN 166:2002) Система стандартов безопасности труда. Средства индивидуальной защиты глаз. Общие технические требования
ГОСТ 17.2.3.02 3 Правила установления допустимых выбросов загрязняющих веществ промышленными предприятиями
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 3118—77 Реактивы. Кислота соляная. Технические условия
ГОСТ 6709 1 4 Вода дистиллированная. Технические условия
ГОСТ 7566 Металлопродукция. Правила приемки, маркировка, упаковка, транспортирование и хранение
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 18242 4 Статистический приемочный контроль по альтернативному признаку. Планы контроля
ГОСТ 19251.1 (ИСО 714—75, ИСО 1055—75) Цинк. Методы определения железа
ГОСТ 19251.2 (ИСО 713—75, ИСО 1054—75) Цинк. Метод определения свинца и кадмия
ГОСТ 19251.3 Цинк. Метод определения меди
ГОСТ 19251.5 Цинк. Методы определения олова
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 27772 Прокат для строительных стальных конструкций. Общие технические условия
ГОСТ 28507 Обувь специальная с верхом из кожи для защиты от механических воздействий.
ГОСТ 30333 5 Паспорт безопасности химической продукции. Общие требования
ГОСТ 30480 Обеспечение износостойкости изделий. Методы испытаний на износостойкость.
ГОСТ 31993—2013 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ ISO/IEC 17025—2019 Общие требования к компетентности испытательных и калибровочных лабораторий
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемых в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 9.008, ГОСТ 9.072, а также следующие термины с соответствующими определениями:
3.1 белая ржавчина: Налет белого, серого или темного цвета на поверхности цинкового покрытия, имеющий рыхлую структуру, образующийся в условиях хранения, транспортирования и эксплуатации изделий.
Примечание — Белая ржавчина — это явление, возникающее после нанесения покрытия. Ее возникновение целиком зависит от упаковки, условий транспортирования и хранения до использования. Белая ржавчина — это оксид и/или гидроксид цинка, являющийся продуктом взаимодействия цинкового покрытия с парами воды при высокой влажности воздуха или с фазовой пленкой влаги, возникающей при ее конденсации или прямом попадании атмосферных осадков, при ограниченном доступе кислорода и углекислого газа к поверхности покрытия. Ограниченный доступ кислорода и углекислого газа к поверхности цинкового покрытия происходит при образовании щелевых зазоров между конструкциями или между конструкциями и упаковочным материалом.
3.2 гартцинк: Тип отхода, образующийся на дне ванны в процессе горячего цинкования металла.
Примечание — Гартцинк образуется вследствие химического взаимодействия цинка с железом и солями железа.
3.3 горячее цинкование: Процесс получения покрытия из цинка и/или сплавов цинка с железом на изделиях из стали или чугуна путем погружения в расплавленный цинк.
3.4 горячее цинковое покрытие: Антикоррозионный слой на металле, полученный методом горячего цинкования.
3.5 контрольная партия: Партия продукции, состоящая из одного или более изделий одинакового типа и размера, с покрытием, нанесенным за одну смену, принадлежащих к одному заказу.
контрольный образец: Единица продукции или ее часть, или проба, утвержденные в установленном порядке, характеристики которых приняты за основу при изготовлении и контроле такой же продукции.
[ГОСТ 16504—81, статья 93]
Примечание — Применительно к горячеоцинкованной продукции контрольный образец — изделие, его часть или проба, отобранные в установленном порядке из одной партии продукции для проведения испытаний и контроля.
3.7 контрольный участок: Участок поверхности изделия, в пределах которого проводят определенное количество единичных измерений.
3.8 минимальное значение толщины покрытия: Наименьшее значение единичного измерения при гравиметрическом испытании или при измерении магнитным методом, полученное в пределах контрольного участка.
накатка: Образование на заготовке резьбы или мелких рифлений непрерывным воздействием инструмента.
[ГОСТ 18970—84, статья 50]
3.10 непроцинковка (непрокрытые участки): Наличие на поверхности изделий участков, не покрытых цинком.
3.11 оцинковщик: Предприятие, оказывающее услуги по горячему цинкованию изделий.
3.12 партия продукции: Совокупность установленного количества единиц продукции, предъявляемая на испытания и/или приемку, сформированная по типам изделий и маркам стали.
Примечание — В состав партии входят изделия, изготовленные в течение определенного интервала времени по одной технологической документации, при оценке качества которых принимается общее решение.
3.13 приемка продукции: Процесс проверки соответствия продукции требованиям, установленным в нормативной документации, и оформление соответствующих документов.
Примечание — В состав продукции входят изделия, представленные на приемку до и/или после горячего цинкования.
3.14 продукция: Изделия после горячего цинкования.
3.15 средняя толщина: Среднеарифметическое значение результатов однократных измерений толщины покрытия, равномерно распределенных в пределах контрольного участка.
толщина покрытия: Расстояние по нормали между поверхностью основного покрываемого металла и поверхностью внешнего слоя покрытия.
[ГОСТ 9.008—82, статья 5]
Примечание — Толщина выражается в микрометрах (мкм).
3.17 флюсование металла: Процесс покрытия поверхности металла пленкой неорганического кристаллического соединения, называемого флюсом.
3.18 цвета побежалости: Радужная окраска, появляющаяся на поверхности покрытия в результате образования на ней оксидной пленки в виде пятен и полос различного цвета.
3.19 центрифугирование: Процесс удаления с изделий избыточного расплавленного цинка под действием центробежных сил с помощью специального устройства.
3.20 цинковое покрытие: Антикоррозионный слой на металле из железоцинкового сплава.
щелевая коррозия: Усиление коррозии в щелях и зазорах между двумя металлами, а также в местах неплотного контакта металла с неметаллическим коррозионно-инертным материалом.
[ГОСТ 5272—68, статья 45]
4 Технические требования
4.1 Общие положения
4.1.1 Нанесение защитного покрытия на поверхность изделий методом горячего цинкования следует выполнять по утвержденному технологическому регламенту, разработанному в соответствии с требованиями действующей нормативной документации. Процессы выполнения работ должны сопровождаться постоянным и периодическим технологическим контролем.
Примечание — В состав процесса горячего цинкования входят этапы: подготовка поверхности (очистка, обезжиривание, травление, флюсование, сушка), цинкование, центрифугирование и контроль.
4.1.2 Покрытие, нанесенное методом горячего цинкования, предназначено для защиты от коррозии изделий из чугуна и стали и не является декоративным.
4.1.3 Металлические конструкции (изделия) должны сопровождаться нормативной документацией предприятия-изготовителя, предварительно согласованной с предприятием, оказывающим услуги горячего цинкования.
4.1.4 Перед нанесением покрытия изделия контролируют на соответствие требованиям 4.3 в количестве 2 %—5 % изделий от партии, но не менее трех. Контроль единичных изделий следует проводить в 100 %-ном объеме.
4.1.5 Резьбовые соединения, которые не были защищены перед горячим цинкованием, подлежат калибровке. Калибровка резьбовых соединений не входит в технологический процесс горячего цинкования и выполняется заказчиком.
4.1.6 Не рекомендуется цинковать изделия с толщиной стенки менее 2 мм из-за возможных деформаций и невозможности гарантировать толщину покрытия.
4.1.7 Правила приемки, маркировка, упаковка, транспортирование и хранение изделий с покрытием, нанесенным методом горячего цинкования, — по ГОСТ 7566, ГОСТ 10692.
4.1.8 Требуемые характеристики покрытия и его толщина должны быть согласованы при оформлении заказа/договора.
4.2 Требования к основному металлу изделий
4.2.1 Горячему цинкованию подвергаются изделия, изготовленные из низкоуглеродистой стали и сталей по ГОСТ 380, ГОСТ 1050, ГОСТ 19281, ГОСТ 27772 и их аналогов (см. таблицу 1), а также отливки из стали, серого или ковкого чугуна.
ГОСТ 9.307-89 ЕСЗКС. Покрытия цинковые горячие. Общие требования и методы контроля
Горячее цинкование – это метод покрытия поверхности металлического изделия слоем цинка, уступающий по своей популярности только гальванической технологии оцинковки. Между тем по стоимости выполнения, а также по долговечности формируемых цинковых покрытий данный способ превосходит электрохимическое цинкование.

Результаты испытаний болтов с различной оцинковкой в растворе соляной кислоты
Ознакомиться с требованиями ГОСТ к горячим цинковым покрытиям можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.

Положение цинка в электрохимическом ряду металлов
Толщина цинковых покрытий при разных методах измерений
В.1 Под толщиной покрытия обычно понимают расстояние по нормали между поверхностью основного покрываемого металла и поверхностью внешнего слоя покрытия по ГОСТ 9.008.
При термодиффузионном цинковании получают покрытие, в основном состоящее из железоцинковой δ1-фазы переменного состава, содержащей в поверхностном слое до 10 % железа.
Итерметаллидные фазы формируются как в поверхностных слоях основного металла, так и внутри его структуры, образуя четкую металлографическую картину присутствия фаз, по которой можно установить признак нижней границы наличия цинка в структуре основного металла.
В связи с особенностью термодиффузионных покрытий применяемые методы определения толщины покрытий позволяют: магнитный и металлографический — определять толщины покрытий, включая нижнюю границу присутствия цинка в основном металле; рентгенофлюоресцентный — толщину поверхностного слоя железоцинковой фазы. Сопоставимые толщины цинкового покрытия при разных методах ее измерения приведены в таблице В.1.
Таблица В.1 — Сопоставление толщины покрытий
| Класс покрытия по таблице 1 | Толщина покрытия, мкм, при измерении методом | |
| магнитным | рентгенофлюоресцентным | |
| 1 | От 6 до 9 включ. | От 1,5 до 3 включ. |
| 2 | От 10 до 15 включ. | От 4 до 7 включ. |
| 3 | От 16 до 20 включ. | От 8 до 11 включ. |
| 4 | От 21 до 30 включ. | От 12 до 15 включ. |
| 5 | От 40 до 50 включ. | От 22 до 25 включ. |
Ключевые слова:
защита от коррозии, термодиффузионное цинковое покрытие, качество покрытия, методы контроля
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).

Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.

Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Читайте также: Как правильно резать сваркой. Как резать металл электросваркой. Вопросы, рассмотренные в материале
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.

Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.





Гальваническое цинкование ГОСТ 9.301-86
Для качественного оцинкования металлоизделий гальваническим методом, в соответствии с ГОСТ 9.301-86, заказчикам рекомендуется ознакомиться и соблюсти важные пункты раздела «Требования к поверхности основного металла», также для разрешения множества спорных вопрос ознакомиться с разделом «Требования к покрытиям»:
1. ТРЕБОВАНИЯ К ПОВЕРХНОСТИ ОСНОВНОГО МЕТАЛЛА
1.1. Шероховатость поверхности основного металла по ГОСТ 2789, мкм, должна быть не более: 10 (
40) — под защитные покрытия; 2,5
(
10) — под защитно-декоративные покрытия; 1,25
(
6,3) — под твердые и электроизоляционные анодно-окисные покрытия. Шероховатость поверхности основного металла под функциональные покрытия должна соответствовать установленной в нормативно-технической и (или) конструкторской документации на изделие. Указанные требования к шероховатости поверхности не распространяются на нерабочие труднодоступные для обработки и нерабочие внутренние поверхности деталей, резьбовые поверхности, поверхности среза штампованных деталей толщиной до 4 мм, рифленые поверхности, а также на детали, шероховатость основного металла которых установлена соответствующими стандартами. Необходимость доведения шероховатости поверхностей до установленных значений должна быть оговорена в конструкторской документации. (Измененная редакция, Изм. N 1).
1.2. Острые углы и кромки деталей, за исключением технически обоснованных случаев, должны быть скруглены радиусом не менее 0,3 мм; радиус закругления деталей под твердое и электроизоляционное анодно-окисные покрытия — не менее 0,5 мм.
1.3. На поверхности деталей не допускаются: закатанная окалина, заусенцы; расслоения и трещины, в том числе выявившиеся после травления, полирования, шлифования; коррозионные повреждения, поры и раковины. (Измененная редакция, Изм. N 1).
1.4. Поверхность литых и кованых деталей должна быть без газовых и усадочных раковин, шлаковых и флюсовых включений, спаев, недоливов, трещин. Допускаемые отклонения на поверхности литых деталей (вид, размер и количество) устанавливают в нормативно-технической и конструкторской документации.
1.5. Поверхность деталей, изготовленных из горячекатаного металла, должна быть очищена от окалины, травильного шлама, продуктов коррозии основного металла и других загрязнений.
1.6. Поверхность деталей после механической обработки должна быть без видимого слоя смазки или эмульсии, металлической стружки, заусенцев, пыли и продуктов коррозии без внедрения частиц инородного материала.
1.5, 1.6. (Измененная редакция, Изм. N 1).
1.7. Поверхность деталей после абразивной обработки, например, гидропескоструйной, галтования и др. должна быть без травильного шлама, шлака, продуктов коррозии и заусенцев.
1.8. Поверхность шлифованных и полированных деталей должна быть однородной, без забоин, вмятин, прижогов, рисок, заусенцев, дефектов от рихтовочного инструмента.
1.9. На поверхности деталей после термообработки (отжига, закалки, нормализации, отпуска, старения, а также термообработки, проводимой для улучшения адгезии последующих покрытий) не должно быть забоин, царапин, трещин, пузырей, коррозионных очагов, расслоений, короблений.
1.10. Сварные и паяные швы на деталях должны быть зачищены, непрерывны по всему периметру для исключения зазоров и проникания в них электролита. Дефекты, появившиеся при зачистке швов, выполненных среднеплавкими припоями, должны быть устранены подпайкой теми же или легкоплавкими припоями.
На поверхности паяных швов допускается равномерное растекание припоя шириной до 10 мм, отдельные несквозные поры, очищенные от остатков флюса и не нарушающие герметичности паяных швов. Швы на деталях из титановых сплавов должны быть выполнены способами, исключающими окисление. Не допускается механическая зачистка швов на деталях, изготовленных пайкой в расплаве солей. Паяные швы на таких деталях должны быть ровными и плотными. На поверхности деталей не должно быть остатков флюсов и выплесков силумина. Клеевые швы на деталях должны быть сплошными, без вздутий, пузырей и пустот, нe иметь зазоров, в которые может проникать электролит, не содержать излишков клея в околошовной зоне и зачищены механическим способом. Не допускается наносить химические и электрохимические покрытия на детали, имеющие клеевые соединения.
1.11. Поверхность электрополированных деталей должна быть гладкой, светлой и блестящей без растравливания, прижогов, трещин, неотмытых солей, продуктов коррозии. Степень блеска не нормируется. На электрополированной поверхности не являются браковочными следующие признаки: неравномерный блеск на участках, имеющих различную термическую и механическую обработку; отдельные матовые и белесые участки на поверхности деталей, к которым не предъявляют требования по декоративности; отсутствие эффекта электрополирования в труднодоступных местах: щелях, зазорах, глухих отверстиях диаметром до 15 мм, сквозных — до 10 мм, а также отверстиях и углублениях, труднодоступных для электрополирования; следы от потеков воды; отсутствие блеска в местах сварки; следы от контакта с приспособлением в виде матовых и темных участков; механическая полировка (при необходимости) мест контакта с приспособлением и для получения точных размеров детали после электрополирования; черные точки на резьбе, если нет других указаний в нормативно-технической документации; следы механической обработки основного металла до электрополирования и другие отклонения, допускаемые нормативно-технической документацией на основной металл.
1.9-1.11. (Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К ПОКРЫТИЯМ
2.1. Требования к внешнему виду покрытия
2.1.1. Поверхность полированного покрытия должна быть однородной, блестящей или зеркальной. На механически полированной поверхности покрытия, кроме зеркальной, не являются браковочными признаками единичные волосовидные царапины или точки от полировочных паст и рихтовочного инструмента в количестве не более 5 шт. на 100 см, заполировка кромок, незначительная волнистость (утяжка) покрытия на деталях из латуни, если нет специальных требований в конструкторской документации.
2.1.2. На поверхности покрытий, если нет специальных указаний в конструкторской документации, не являются браковочными следующие признаки: следы механической обработки и другие отклонения, допускаемые нормативно-технической документацией на основной металл; незначительная волнистость поверхности покрытия после вытяжки, выявляющаяся после травления; темные или светлые полосы или пятна в труднодоступных для зачистки отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, местах сопряжения неразъемных сборочных единиц, в сварных, паяных швах, околошовной зоне и местах снятия плакировочного слоя; неравномерность блеска и неоднотонность цвета; неоднотонность цвета покрытий на деталях из плакированных металлов с частичной механической обработкой; следы от потеков воды, хроматирующих и фосфатирующих растворов без остатков солей; блестящие точки и штрихи, образовавшиеся от соприкосновения с измерительным инструментом, приспособлениями и от соударения деталей в процессе нанесения покрытий в барабанах, колоколах и сетчатых приспособлениях; изменение интенсивности цвета или потемнение после нагрева с целью обезводороживания и проверки прочности сцепления, снятия изоляции и пропитки; единичные черные точки на участках, предназначенных под заливку компаундами, герметиками, клеями; отсутствие покрытия: в порах, местах включений, допускаемых нормативно-технической документацией на литье; на сварных и паяных швах и около них на расстоянии не более 2 мм по одну и другую сторону от шва и во внутренних углах взаимно перпендикулярных плоскостей при условии последующей дополнительной защиты этих мест; в местах контакта детали с приспособлением, кроме особых случаев, оговоренных в конструкторской документации.
2.1.3. При осаждении на поверхности детали рядом двух покрытий без изоляции или с применением изоляции, а также при осаждении местных покрытий, если это не влияет на работоспособность изделия, не являются браковочными следующие признаки: смещение границ покрытий до 2 мм, а для покрытий золотом, палладием, родием и их сплавами до 1 мм в ту или другую сторону; отдельные точечные включения одного покрытия на поверхности другого; точечные включения металла покрытия на изолируемой поверхности; потемнение металла на границе покрытий; цвета побежалости на непокрываемых поверхностях.
2.1.2, 2.1.3. (Измененная редакция, Изм. N 1).
2.2. Требования к толщине покрытия
2.2.1. Превышение максимальной толщины покрытия не является браковочным признаком, если это не влияет на сборку и работоспособность изделия. (Измененная редакция, Изм. N 1).
2.2.2. В отверстиях, пазах, вырезах, на вогнутых участках сложнопрофилированных деталей, на внутренних поверхностях и местах сопряжения неразъемных сборочных единиц допускается уменьшение толщины покрытия до 50%, а для хромовых покрытий — отсутствие, если нет других требований в конструкторской документации к толщине покрытия на указанных участках.
2.2.3. В глухих гладких и резьбовых отверстиях и пазах диаметром (или шириной) до 12 мм и в сквозных гладких и резьбовых отверстиях и пазах диаметром (или шириной) до 6 мм толщина покрытия на глубине более одного диаметра (или одной ширины) не нормируется; допускается отсутствие покрытия, если в конструкторской документации не указаны требования к толщине покрытия на этих участках.
2.3. Покрытие должно быть прочно сцепленным с основным металлом.
2.4. По внешнему виду, толщине и другим показателям покрытие должно соответствовать требованиям табл.1-19.
Цинковое и кадмиевое покрытия. Хроматные покрытия на цинковом и кадмиевом покрытиях. Фосфатное покрытие на цинковом покрытии
Источник https://metall-energy.ru/gost-9-307-89.htm
Источник https://allgosts.ru/25/220/gost_9.307-2021
Источник https://math-nttt.ru/obrabotka-metalla/gost-cinkovoe-pokrytie-2.html