Оборудование для литейного производства
Для того чтобы наладить успешное литейное производство сегодня, необходимо современное литейное оборудование, которое обеспечит высокую технологичность, продуктивность и экономичность всех производственных процессов.
В литейных цехах разных отраслей промышленности используется оборудование общего применения и специализированное технологическое оборудование, необходимое исключительно для литейного производства.
Непосредственно литейным оборудованием являются:
- Плавильные печи.
- Литейные машины.
- Заливочные устройства, механизмы, манипуляторы, средства транспортирования и системы управления, датчики предназначенные для изготовления отливок
- Литейные автоматы, установки, комплексы.
- Ковши литейные.
К общему оборудованию относятся
- Аспирационные системы,
- Смесители,
- Тиристоры,
- Трансформаторы,
- Конденсаторы,
- Различные типы конвейеров,
- Монорельсовый транспорт,
- Крановое хозяйство,
- Подъемники,
- Системы бункеров,
- Питатели,
- Магнитные сепараторы,
- Вентиляционные,
- Калориферные установки.
Современное литейное оборудование значительно отличается от оборудования прошлого. В основном это установки с программным обеспечением, механизированные, автоматизированные системы, использующие высокие и высокоточные технологии в производстве.
Плавильные печи

Основным литейным оборудованием является плавильная печь. Она производится из высокопрочной стали, с использованием теплоизоляторов и огнеупорных материалов повышенной стойкости.
По способу литья печи делятся на индукционные, элекродуговые, газовые и муфельные. Рассмотрим устройство и принцип работы каждой из них отдельно.
Индукционная плавильная печь
См. на рис. 1 а. Построена на принципе экономичного индукционного нагрева — расплавления металла в результате прохождения через него вихревого электрического тока. Электромагнитное поле создается посредством индуктора.
Печь состоит из плавильного тигеля, сделанного из огнеупорного графита, куда помещается металлическая шихта. Тигель, как правило, имеет цилиндрическую форму. Он находится внутри индуктора, который подключен к источнику переменного тока. Благодаря явлению электромагнитной индукции за счет теплового воздействия электромагнитного поля, шихта нагревается и расплавляется. Одним из преимуществ индукционных печей является высокая гомогенность (однородность) сплава, которая достигается благодаря электродинамической циркуляции, перемешивания во время индукционного плавления. Это один из самых быстрых способов плавки. Имеют преимущества в быстроте процесса, малой загрязненности воздуха, экономичности. Тигли графитовые (для бронзы, латуни, меди золота, серебра), чугунные и стальные (для алюминия) или керамические (для чугуна, стали)
В зависимости от объема расплавляемого материала и размера тигля, индукционные плавильные печи делятся на:
- Индукционные печи от 5 до 200 кг для золотодобывающей, инструментальной и ювелирной промышленности, стоматологии, художественной и экспериментальной плавки. Самые мобильные печи для плавки золота, серебра, платины, цветных и черных металлов. ИПП-15,25,35,45,70,90,110,160 (в цифрах указана мощность печи) имеют массу от 34 до 130 кг и способны перерабатывать от 5 до 200 кг металла.
- Индукционный печи от 100 до 1000 кг для плавки цветных металлов. Максимальная температура 1400 °C . Свойства аналогичные, увеличивается размер печи и объем тигля.
- Индукционные плавильные печи от 100 до 20 000 кг. Используются для плавки стали, чугуна, иногда цветных металлов токами средней частоты. Это печи производственного назначения, которые используются на металлургических промышленных предприятиях. Например, в производстве стального проката. Их производительность до 150 тысяч тонн сортового проката в год.
Индукционные печи позволяют быстро переходить от одного вида сплава к другому, делать перерывы между процессами, удобны в обслуживании и эргономичны, имеют большие возможности для автоматизации процессов. В печи может быть создана любая атмосфера (нейтральная, окислительная, восстановительная) и любое давление. Возможность управлять плавкой, регулировать мощность и нагрев тигля позволяет использовать разные режимы работы для разных сплавов. Высокое значение удельной мощности на средних частотах позволяет достичь высокой производительности печи.
Электрическая дуговая плавильная печь
См. на рис. 1 б. Металл нагревается электродугой переменного или постоянного тока, которая возникает между тремя цилиндрическими графитовыми электродами и металлическим шихтом. Такие печи вмещают от 0,5 до 400 тонн металла. Внутри цилиндрической печи используется футировка основным или кислым кирпичом. Во время плавки технологически осуществляется покачивание и перемешивание металла. В дуговой печи используется
- Плавка шихты из легированных отходов без окисления, в этом случае удаляется сера, проводится диффузное раскисление с помощью ферросилиция, молотого кокса, алюминия. И получают легированные стали.
- Плавка на углеродистой шихте с окислением. В качестве шихты – старый чугун, стальной лом, электродный лом, кокс, известь. Во время плавления происходит окисление под воздействием воздуха. Затем месь раскисляют осаждением и диффузным методом, алюминием и силикокальцием. Таким образом выплавляют конструкционные стали.
Электрическая дуговая печь используется для производства жаростойкой, инструментальной и конструкционной высококачественной углеродистой и легированной стали .
Газовые плавильные печи
См. на рис. 1 в. Тепло образуется от горения газово-воздушной смеси, с помощью которого нагревается жаростойкий тигель, в таких печах плавят алюминий, медь, олово, драгоценные металлы, свинец. Газовая печь позволяет достичь максимально точного температурного контроля, что важно для выплавки цветных и ценных металлов.
Муфельная печь
См. на рис. 1 г. В муфельной печи используется защитный материал муфель, который выдерживает температуру не больше 950 °C. Это ограничивает сферу применения.
Современные машины для литья
В соответствии со способом прессования в камере машины для литья делят на два вида:
- Литейные машины с горячим прессованием. Под слабым давлением поршня или сжатого воздуха камера погружается в горячий расплав, который вытесняется в пресс-форму. Так отливаются сплавы с цинком.
- Литейные машины с холодным прессованием.Тут используется высокое давление. Используются преимущественно для медных, магниевых и алюминиевых сплавов.
Использование современных способов автоматизации процесса литья, позволяет создать машины высокой точности и качества сплавов. Рассмотрим это на примере нескольких современных машин для литья алюминия.
Наклоняющиеся литейные машины – новейшее технологическое решение с точным заполнением формы и полным контролем над дозированием и поведением расплава с помощью электрического сервопривода. Стержни вставляются автоматически или вручную. После закрытия заливается расплав. Сервопривод контролирует движение, наклон, процесс литья качанием, предупреждает перекос при открытии формы. Машина обеспечивает идеальный доступ к форме, эргономичность и для заполнения формы, и во время очистки (гидравлический способ выталкивания компонента).
Машины для литья головок цилиндров
Литейная форма закрывается актюаторным элементом стационарного характера после того, как туда вставлены стержни. Алюминий заливают в форму, после усадки форма открывается, деталь извлекается. Литейная машина вновь готова к заливке. Все происходит быстро, очень удобно, точно. Кабели и настройки надежно защищены, ремонт очень простой, доступ к форме идеальный. Конструкция прочная, максимально функциональная для проведе
ния четких последовательных операций.
Литейные машины для 3х форм
В литейных машинах используется метод гравитационного литья с единовременным участием 3 форм. Значительно повышается продуктивность и эргономичность процесса, зона обслуживания минимальна, все происходит на одной машине: и установка стержней, и заливка, и извлечение отливок
Для отлива алюминия используются роторно-линейные машины, работающие под низким давлением и стабилизированным заполнением за счет регулируемого наклона формы, а также машины с противодавлением, использующиеся для создания высококачественных отливок из алюминия, где под давлением находится печь и пресс-форма внутри, создается перепад давлений, значительно повышающий качество продукции. Это еще более автоматизированный и оптимизированный, по сравнению с гравитационным, способ литья, который используется для отливок с прочными равномерно утолщенными стенками.
Литейные автоматы, установки, комплексы.
В литейном производстве сегодня могут активно использоваться новейшие элементы автоматизации, которые представлены такими устройствами:
- Поворотными столами
- Литейными роботами
- Роботами манипуляторами
Современное литейное производство использует сегодня автоматизированные литейные комплексы
- Литейные карусели для крупносерийного и массового производства с поворотным столом, роботами-съемщиками отливок, роботами-установщиками стержней, конвейером охлаждения и плавильными печами.
- Роботизированная литейная ячейка состоит из литейных машин, стола для ручной установки стержней, робота литейного, робота, снимающего отливки, конвейера охлаждения, станции перемены захватов, плавильно-раздаточных печей.
- Литейная автоматизированная линия – комплекс, в который входят литейные машины, манипуляторы для транспортировки и установки стержней и пакетов, манипуляторы для извлечения и перемещения готовых отливок, роботы-съемщики, плавильно-раздаточные печи.
Ковши литейные
Литейные ковши – необходимый элемент литейного производства, который позволяет хранить, транспортировать и производить безопасную разливку расплавленного металла для дальнейшего литья.
Ковши перемещают на специальных тележках или с помощью гибкого производственного модуля. В общем, литейный ковш – это емкость для металла. Различаются ковши
Литейное производство: оборудование для литейной лаборатории и контроля литья металла
Литейное производство позволяет производить заготовки и детали различной конфигурации и массы. Получению готовых изделий предшествует множество операций, некоторые их которых происходят при высокой температуре, и предполагает работу с материалами в различных агрегатных состояниях: твердом, газообразном и жидком.
В литейном цехе используется разнообразное технологическое и транспортное оборудование, а получение качественных отливок невозможно без контроля различных параметров на всех этапах производства, поэтому оснащению лаборатории уделяется особое внимание. В арсенале этого подразделения предприятия должны быть приборы для проведения требуемых исследований, в том числе экспресс-анализа химического состава металлов и сплавов.
Технологический процесс литейного производства
Представление о технологии получения отливок дает возможность понять проблемы, которые стоят перед литейщиками. Контроль качества на каждом участке литейного цеха оказывает влияние на качество готовой продукции и производительность, поэтому снижение внимания на каким-либо этапе технологического процесса — недопустимая ошибка со стороны технологов.
Отдельные производственные процессы литейного производства представляют собой целостный технологический комплекс, который можно разбить на следующие основные этапы:
- Технологическая подготовка. Определяется способ получения отливки, разрабатывается ее чертеж, проектируется оснастка и технология.
- Изготовление формы. По чертежам осуществляется изготовление модели, стержней и оснастки, которые необходимы для формовки изделия. Процесс формовки происходит параллельно с плавкой сплава заданного химического состава и определенной температурой.
- Заливка и охлаждение. Литейные формы заливают расплавленным металлом с помощью ковша или литейной машины.
- Извлечение отливок и их обработка. После охлаждения отливки до определенной температуры ее удаляют из формы, а также извлекают стержни. Затем она подвергается обработке для придания товарного вида.
Основное технологическое оборудование

При рассмотрении структуры оборудования, входящего в состав литейного цеха, можно выделить специализированное оборудование и оборудование общего назначения. К первой группе относятся агрегаты, без которых невозможен основной технологический процесс — получение из металла готового изделия.
- подъемники,
- питатели,
- крановое хозяйство,
- бункеры,
- трансформаторы,
- конвейеры и ряд других.
Основное технологическое оборудование отличается большим разнообразием, и подбирается в соответствии со спецификой производства, особенностями номенклатуры изделий и материалов, используемых для их получения. Эта группа агрегатов требует более детального рассмотрения.
Плавильные печи
Плавильная печь — основной технологический агрегат литейного цеха, который предназначен для получения сплава заданного химического состава. Это оборудование различается по способу нагрева, и может работать с использованием различных шихтовых материалов.
Печи бывают следующих типов:
- Индукционные. Принцип действия агрегата основан на индукционном расплавлении металла при прохождении через него вихревых токов. Для создания электромагнитного поля используется индуктор. Печи этого типа отличаются высокой скоростью расплавления шихты, удобством обслуживания, экономичностью и экологичностью. Кроме этого, имеется возможность быстрого перехода от одного сплава к другому.
- Электродуговые. Нагрев металла осуществляется электрической дугой постоянного или переменного тока. Агрегат позволяет вести плавку с окислением для получения конструкционных сталей или предусматривает безокислительный процесс для производства легированных марок.
- Газовые. Источником тепла служит газовоздушная смесь. Эти устройства обеспечивают точный контроль температуры, поэтому находят применение для плавки цветных и ценных металлов.
Литейные машины
В зависимости от способа прессования бывают литейные машины горячего и холодного прессования. Последние имеют довольно узкую специализацию, и предназначены для сплавов на основе меди, алюминия и магния.
Формовочное оборудование предназначено для получения литейных форм. Оно позволяет получать уплотненные формы и обеспечивает высокое качество отливок.
Ковши
Литейные ковши предназначены для транспортировки и разливки сплава в жидком состоянии. Они могут принимать различную форму, а их объем подбирается в зависимости от особенностей технологического процесса.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Спектральные анализаторы. Виды и требования к приборам
Особенности ведения технологического процесса в плавильных печах требует постоянного контроля химического состава на всех стадиях получения металла. Основные требования, предъявляемые к приборам, используемым для этих целей:
- экспрессность;
- высокая точность;
- возможность проведения контроля неразрушающими методами;
- простота проведения анализа;
- возможность автоматизации;
- приспособленность к эксплуатации в производственных условиях.
Оптико-эмиссионные анализаторы
На производстве находят широкое применение оптико-эмиссионные спектроскопы с искровым и дуговым возбуждением спектра (или их комбинацией), у которых рабочей средой служит аргон или воздух. Наиболее простой из них — стилоскоп, который имеет невысокую стоимость и позволяет быстро проводить визуальный анализ химического состава металлов и сплавов. Прибор не отличается высокой точностью, так как для регистрации спектра используется глаз оператора, поэтому литейщики прибегают к использованию более совершенных устройств, которые исключают недостатки стилоскопов.
К преимуществам современных оптико-эмиссионных приборов относят:
- Возможность обнаружения даже незначительных примесей в сплавах. Это имеет особенную важность в литейном производстве, так как для ведения плавки необходимо знать содержание таких элементов, как углерод, сера и фосфор.
- Высокая точность результатов исследования. Метод используется не только для экспресс-анализа, но и для проведения сертификационного анализа.
- Анализ осуществляется бесконтактным способом.
- Нет необходимости отбора массивных проб.
- Экспрессность. Фактор времени при получении в плавильной печи сплава заданного состава имеет исключительную важность.
Оптико-эмиссионные приборы требуют проведения калибровки. Потребитель получает устройство с загруженными аналитическими программами, что может привести к затруднению при работе со сплавом, имеющим неизвестный химический состав, который отличен от состава стандартного образца. Для получения точных результатов перед исследованием проба нуждается в подготовке.
Рентгенофлуоресцентные анализаторы
Рентгенофлуоресцентный анализ металлов и сплавов позволяет провести количественный и качественный анализ металлов и сплавов. Приборы отличаются компактными размерами и простотой использования. Несмотря на универсальность, они не могут определять присутствие элементов с атомным номером менее 11. Таким образом, РФА не позволяют определить содержание углерода в стали и чугуне — наиболее распространенных материалов для производства отливок.
Тем не менее, метод широко используется в литейном производстве, и дополняет АЭСА, благодаря ряду преимуществ:
- Высокая точность результатов исследований.
- Анализ проводится без разрушения образца.
- Низкий предел обнаружения.
- Простая пробоподготовка.
- Возможность анализа пробы много раз.
- Высокая производительность.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
СПАС-01
СПАС-01 — универсальный оптический эмиссионный спектрометр, который предназначен для решения различных аналитических задач. В состав оборудования входит генератор, способный работать в различных режимах. Прибор способен распознавать спектры в диапазоне 185 – 930 нм, что делает его незаменимым в лаборатории литейного цеха.
Оборудование для литейного производства
1. Оборудование для подготовки формовочных и стержневых материалов и приготовления смесей
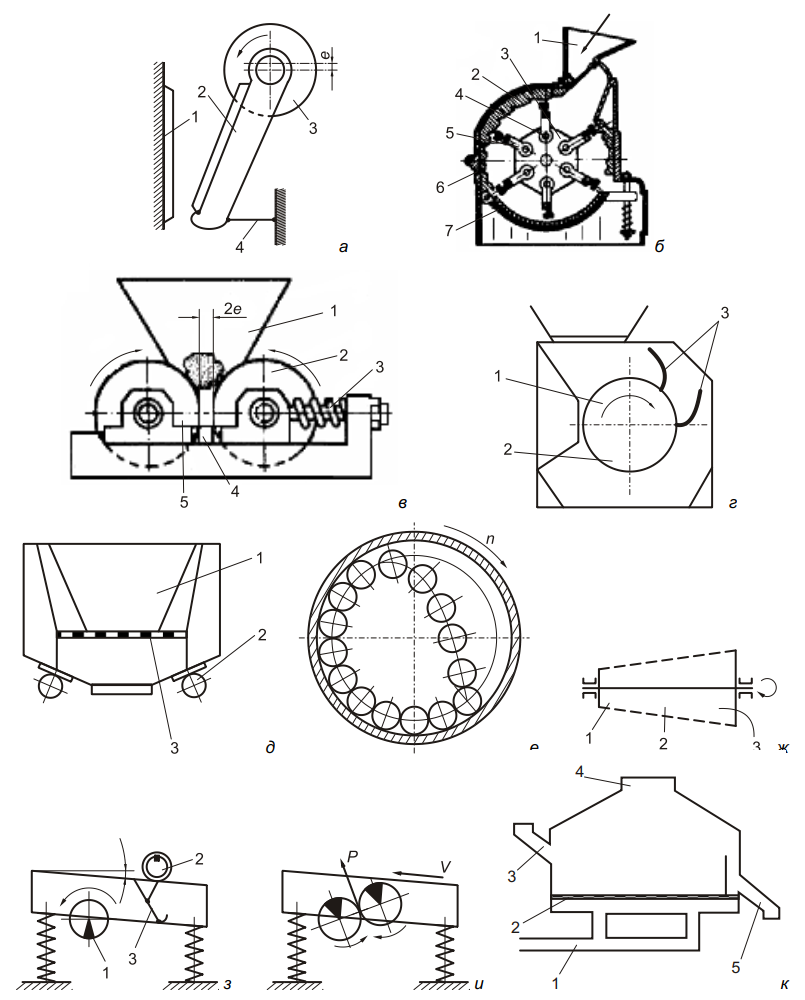
Щековые дробилки (рис. 1, а) рекомендуются для дробления отработанных жидко-стекольных смесей и других материалов. Дробление производится за счет сжатия между дробящими плитами неподвижной 1 и подвижной 2 щек. Качание подвижной щеки, являющейся одновременно шатуном, осуществляется при вращении эксцентрикового вала 3. Распорная плита 4 поддерживает низ щеки 2, сохраняя заданный зазор между дробящими плитами. Щековые дробилки имеют производительность 7,8–30 м 3 /ч. У молотковых дробилок (рис. 1, б) материал подается через воронку 1 и дробится молотками 5, закрепленными с помощью шарниров 4 на вращающемся роторе 3. Продукты дробления проваливаются сквозь колосниковую решетку 7. Корпус дробилки 2 облицован износостойкими плитами 6. Молотковые дробилки производительностью 10–27 т/ч рекомендуются для отработанных холодно-твердеющих смесей, угля и других материалов. Валковые дробилки (рис. 1, в) предназначены для отработанной смеси, стержней на жидком стекле и других материалов. Дробление в них производится затягиванием материалов в зазор между вращающимися в разные стороны валками 2 и 5, один из которых опирается на пружину 3, предохраняющую дробилку от поломки при попадании в бункер 1 недробящихся (например, металлических) кусков. Расстояние между валками регулируется прокладками 4.
В роторных дробилках (рис. 1, г) измельчение происходит в результате ударов кусков об отбойные плиты 3 (при их числе от 1 до 3), на которые куски отбрасываются вращающимся относительно горизонтальной оси ротором 1 с билами 2. Это оборудование рекомендуется применять для дробления отработанных песчаноглинистых, холодно-твердеющих, жидко-стекольных смесей и других материалов. Производительность известных роторных дробилок — до 125 м 3 /ч.
В вибрационных дробилках (рис. 1, д) куски истираются друг о друга и о стенки бункера 1 с шипами, ребрами, отверстиями в результате вибрации системы на пружинных опорах под действием вращающихся эксцентриков 2. Сетка 3 определяет размер частиц продукта. В некоторые вибрационные дробилки вместе с материалом помещают мелющие тела, например шары. Вибрационная дробилка имеет производительность 15 т/ч.
Рис. 1, а–к. Оборудование для подготовки формовочных материалов
Рис. 1, л. Оборудование для подготовки формовочных материалов
Мельницы шаровые (дробилки) предназначены для тонкого измельчения глины, каменного угля, других материалов и представляют собой вращающийся около горизонтальной оси барабан, наполненный измельчаемым материалом и металлическими шарами (рис. 1, е). Шары за счет вращения барабана поднимаются на некоторую высоту и падают, дробя материал.
Сита барабанные полигональные (рис. 1, ж) для просеивания оборотных смесей и песков в механизированных смесеприготовительных отделениях представляют собой шестиили восьмигранную усеченную пирамиду, вращающуюся относительно оси, расположенной горизонтально. Смесь 1 подается внутрь пирамиды, образованной ситами со стороны меньшего основания, за счет вращения поднимается на угол 40–45°, соскальзывает, частично измельчаясь и просеиваясь (2 — просеянная смесь), одновременно перемещаясь вдоль оси под уклон. Непросеявшиеся комья 3 и инородные включения выпадают через окно в большем основании. Производительность самой крупной модели равна 160 м 3 /ч.
Для разминания и просеивания оборотной смеси и отделения посторонних металлических и неметаллических включений размерами более 20×20 мм в смесеприготовительных отделениях литейных цехов применяют плоские вибрационные сита производительностью до 250 м 3 /ч. Два плоских просеивающих полотна (деки) этих сит размещены одно над другим с наклоном к горизонту 15°. Вибрации создает эксцентриковый вибратор 1 (рис. 1, з). Для разминания комков над верхней декой имеются разминающие кольца 2, над нижней — башмаки 3. Посторонние неразрушаемые включения приподнимают кольца и башмаки и попадают в отходы.
Для просеивания отработанной смеси и свежих материалов преимущественно в составе автоматических смесеприготовительных систем применяют набор плоских вибрационных сит грубой очистки и тонкой очистки. Производительность самых крупных из этих сит достигает 240 чм. 3 /Сита грубой очистки оснащены пневмодробилками. Сита грубой очистки большой производительности (рис. 1, и) имеют двухмассный вибратор 1, направленные колебания которого заставляют материал двигаться по наклонному полотну вверх (Р — возмущающая сила, V — скорость перемещения материала).
Сита инерционные для грубой и тонкой очистки предназначены для очистки, просеивания и размельчения оборотной смеси и свежих материалов в автоматизированных цехах. Позволяют устанавливать одну деку для тонкого просева или для грубого либо одновременно две деки. Производительность сита 240 м 3 /ч.
Сита барабанные со встроенным аэратором предназначены для размельчения, аэрации (рыхления) и просеивания отработанной формовочной смеси и песка. Совмещенная конструкция позволяет увеличить производительность сита до 125 м 3 /ч. Смесь подается на зубья вращающегося гребенчатого вала. Ударяясь о них и об отражательный лист, комья дробятся и попадают в перфорированный вращающийся барабан, ось которого наклонена под углом 3–5° к горизонту, где перемещаются по винтовой линии (относительно поверхности барабана) к противоположному концу, где непросеянные комья переваливаются через край.
Для небольших литейных цехов установка высокопроизводительной дорогой техники экономически нецелесообразна. Там применяются средства малой механизации: передвижная сеялка и смесеприготовитель передвижной барабанный. Первая предназначена для просеивания свежего песка и отработанных смесей, второй — для просеивания и разрыхления наполнительной формовочной смеси, а также для извлечения из нее металлических ферромагнитных включений.
Песок часто сушат с помощью барабанных или трубных сушил и установок сушки в кипящем слое. Для глины применяются барабанные сушила (рис. 1, к) погрузка песка на перфорированную сушильную решетку 2 производится через воронку 4. Горячие газы подаются по трубам 1, через форсунки в решетке 2 продуваются через слой песка на ней, отбирая от него влагу, и удаляются через патрубок 3. Высушенный песок отводится через трубу 5. Барабанные сушила (рис. 1, л) представляют собой вращающийся относительно наклонной к горизонту оси барабан 3 с продольными полками 4, через который проходят горячие газы от горелок 1. Тягу создает вентилятор, присоединенный к патрубку 5. Материал загружается по лотку 2 и, пересыпаясь по полкам 4, омываемый горячими газами, постепенно перемещается под уклон, к разгрузочной камере 6. Барабан поддерживается роликами 7 и приводится во вращение приводом 8.
В трубных сушилах песок сушится в пневмопотоке горячего воздуха, что обеспечивает высокую скорость сушки, а также позволяет совместить сушку с транспортированием и обеспыливанием.
Основной компонент многих формовочных смесей — оборотная смесь (ранее уже использованная для получения литейных форм), подготовка которой к повторному применению включает извлечение из смеси металлических включений (сепарацию), размол комьев, просев, охлаждение и гомогенизацию (для однородности свойств смеси), а также регенерацию (избавление смеси от пыли). Кроме оборотной смеси формовочные смеси содержат свежие материалы.
Извлечение из отработанных смесей и свежих материалов металлических магнитных включений производится с помощью электромагнитных сепараторов: шкивных и подвесных. Шкив заставляет магнитные включения пройти некоторое расстояние в обратном движении ленты, тогда как немагнитная смесь сходит с транспортера сразу за шкивом. Подвесные сепараторы представляют собой поперечные (к потоку смеси) магнитные транспортеры.
Параметры отработанной смеси после выбивки в зависимости от близости к отливке значительно различаются: влажность колеблется от 0 до 3%, а температура может достигать 80–120°С. Поэтому перед повторным использованием необходимо охладить смесь и усреднить влажность, для чего и предназначены различные охладители.
Охладители смешивающие имеют производительность 35–240 м 3 /ч и представляют собой чаши с двумя вертикальными валами, несущими перемешивающие скребки. Охлаждение происходит за счет парообразования при увлажнении смеси. Процесс интенсифицируется непрерывным перемешиванием и продувкой воздуха, удаляющего пар.
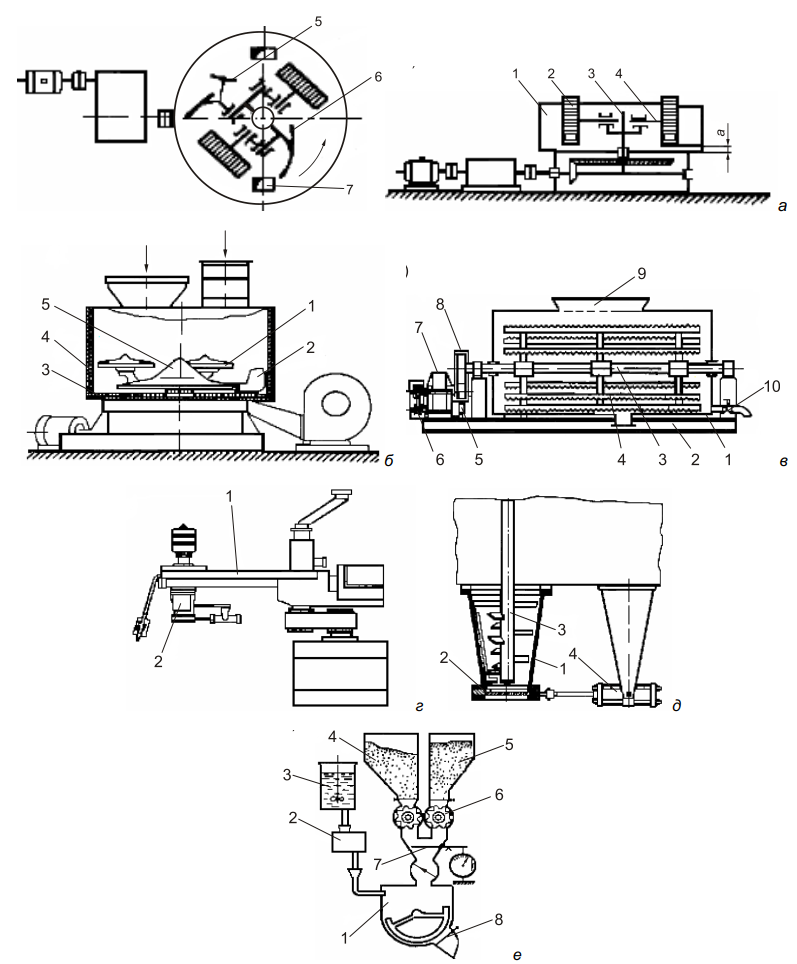
Вибрационные охладители (рис. 2, а) представляют собой двухмассные виброконвейеры с нижней и верхней воздушными камерами, разделенными перфорированным полотном 2 и слоем охлаждаемого материала. Рама охладителя опирается на фундамент через пружинные амортизаторы 4.
В процессе работы горячая отработанная формовочная смесь через загрузочную воронку 1 попадает на наклонную плоскость охладителя, затем на перфорированное полотно 2 и за счет направленной вибрации транспортируется в зону выгрузки. Воздух 3, проходя из нижней камеры в верхнюю, продувает транспортируемый слой горячей формовочной смеси и уносит часть теплоты, охлаждая смесь. Теплый воздух с частицами формовочной смеси попадает в установку пылеулавливания, в которой происходит сбор частиц и возвращение их в смесеприготовительную систему. Производительность достигает 240 м 3 /ч.
Установки охлаждения отработанной формовочной смеси предназначены для автоматического доведения влажности смеси до 2–3% с точностью ±0,2% и температуры до 30–40°С с точностью ±5° путем увлажнения и охлаждения. Установки могут применяться самостоятельно в линиях возврата отработанной смеси и в автоматизированных системах приготовления смесей. Смесь подается транспортером во вращающийся увлажнительный барабан, где через сопла разбрызгивается вода, откуда конвейером направляется в охладитель. Самая крупная модель имеет производительность до 250 м 3 /ч, длину 65 м и массу 80 т. Существуют установки с правым и левым исполнением.
Аэраторы рыхлят формовочные смеси для улучшения их пластичности и формуемости. Их производительность достигает 240 м 3 /ч. Аэраторы (рис. 2, б) рыхлят смесь при пересыпке с транспортера на транспортер. Смесь подается через горловину 3 на лопатки 2 вращающегося ротора 1, которыми отбрасывается на цепи 4 (или гребенку), разрыхляется и падает на транспортер под аэратором. Одни надленточные аэраторы служат для рыхления отработанной смеси, а другие — для рыхления готовой смеси; число зубьев гребенчатого вала у них в два раза больше. Они рыхлят смесь, проходящую под ними на транспортерной ленте.
Рис. 2. Оборудование для регенерации смесей
При многократном использовании формовочных и стержневых смесей происходит чередование нагрева и охлаждения. При этом в смесях протекают различные химические реакции и полиморфные превращения кварца, сопровождающиеся изменением объема, приводящим к растрескиванию. Кроме того, некоторые зерна сращиваются. Таким образом, средняя (основная) фракция песка сокращается, что приводит к изменению свойств смесей.
Регенерация (восстановление) отработанных смесей позволяет получать песок, годный для повторного изготовления смесей. Регенерация включает дробление комьев, магнитную сепарацию металлических включений, просеивание, очистку поверхности песчинок от пленок связующего, обеспыливание песка и классификацию — разделение регенерата по фракциям (размерам зерен).
При гидравлической регенерации зерна песка интенсивно промываются в потоке воды, который уносит пылевидные частицы, и оттираются от пленок. Системы гидрорегенерации производят сухой регенерированный песок с температурой 30 C, оборотную воду глубокого осветления, металлические отходы (все это для повторного использования), кусковые неметаллические отходы размером частиц более 5 мм и пылевидные отходы в виде шлама с влажностью до 50% (два последних свозят на свалку). Производительность самой крупной модели по загружаемой смеси — 60 т/ч; эта система способна обеспечить производство 100–240 тыс. т литья в год.
Важнейший элемент системы гидравлической регенерации — оттирочная машина (рис. 2, в). В машине производительностью до 25 т/ч зерна песка очищаются за счет соударения в потоках пульпы, создаваемых лопатками вертикальных валов двух камер, имеющими разный угол наклона.
Чан агитационный для перемешивания пульпы производительностью 25 т/ч входит в состав комплекса гидравлической регенерации и предназначен для перемешивания и поддержания во взвешенном состоянии пульпы, поступающей из оттирочной машины для последующего ее транспортирования насосами. Чан пригоден также для растворения реагентов в системах очистки воды систем регенерации и в составе оборудования для обогащения полезных ископаемых. Представляет собой вертикальный цилиндр с мешалками, приводимыми в движение от электродвигателя через клиноременную передачу.
Системы гидрорегенерации содержат также железоотделители, дробилки, грохоты, классификаторы, сушилки и охладители.
Гидравлические системы наиболее универсальны и эффективны, позволяют перерабатывать смеси сложного состава, дают пески, близкие по зерновому составу к обогащенным, при работе образуют мало пыли, но требуют больших производственных площадей и затрат на энергию для сушки песка. Эти системы хорошо совмещаются с гидровыбивкой форм и стержней.
В системах сухой механической регенерации зерна песка очищаются от пленки связующего перетиранием отработанной смеси в дробилках. Образующаяся пыль удаляется из смеси вместе с отсасываемым воздухом. Производительность самой крупной модели составляет 60 т/ч, позволяет обслуживать цех с производством отливок в объеме 30–60 тыс. т/год. Эти системы рекомендуется применять для единых холоднотвердеющих смесей (ХТС) на синтетических смолах или жидком стекле. Их достоинствами являются компактность установок и сравнительно небольшие капитальные и энергетические затраты, но качество продукта уступает гидро- и терморегенерату. В состав таких систем входят классификаторы воздушные и вибрационно-каскадные, охладители, дробилки, магнитные сепараторы и грохоты.
Классификатор воздушный каскадный противоточный (рис. 2, г) предназначен для удаления из регенерированных или свежих песков частиц размером менее 0,1– 0,16 мм. Состоит из восьми секций-полок 2, установленных в корпусе 1 под углом 45° к горизонту и перекрывающих 50% поперечного сечения. Смесь пересыпается по полкам сверху вниз. Навстречу потоку смеси движется поток воздуха, уносящий пыль в циклон. После первичной очистки от пыли в циклоне воздух проходит фильтр, где вторично очищается от пыли, после чего выбрасывается в атмосферу. Производительность — 5 т/ч.
Охладитель бесконтактный трубчатый противоточный водяной (рис. 2.2, д) предн азначен для снижения температуры отработанной смеси и охлаждения песка после сушки. Смесь охлаждается за счет контакта с трубчатыми решетками змеевиков 3, по которым течет вода. Смесь загружается через патрубок 2, а выгружается через патрубок 1. Производительность по песку — 5 т/ч.
Для удаления из регенерируемых песков частиц размером менее 0,1–0,16 мм применяют также вибрационно-каскадные классификаторы (рис. 2, е). Их корпус 5 установлен на пружинах (не показаны) и совершает вибрационное движение под действием вибраторов 8. Песок загружается через воронку 6. В корпусе установлена сетка 3 для удаления случайных крупных кусков и пересыпные полки 4 с отверстиями. Пылевидные отходы потоком продуваемого воздуха удаляются через патрубок 7, регенерат — через патрубок 1, а крупные куски — по лотку 2. Производительность — 10 т/ч.
Комплексы пневматической регенерации песчано-глинистых смесей имеют производительность по загрузке соответственно 6–72 т/ч. Их основу составляет пневморегенератор производительностью 6 т/ч. Сущность его работы (рис. 2, ж) состоит в том, что загружаемый песок потоком сжатого воздуха от сопла 1 разгоняется по трубе 2, при этом песчинки ударяются друг о друга и об экран 3, за счет чего происходит разрушение оболочек связующего вокруг песчинок. Пылевидные продукты разрушения уносятся потоком воздуха, а неполностью регенерированный песок из коллектора 4 частично снова поступает в трубу 2, а частично через патрубок 5 в следующую такую же камеру (возможно последовательное соединение от двух до восьми камер). Недостаток таких установок — неполное дробление песка. Стоимость пневморегенерации в 1,5–2 раза выше, чем механической.
При термической регенерации пленки с зерен песка сжигают прокаливанием смеси при 550–800 С, после чего производят воздушную сепарацию. Способ дóрог (в 2– 3 раза дороже механического), требует много энергии на нагрев, охлаждение и обеспыливание смеси. Применяется для смесей со смоляным связующим (для стержней и оболочковых форм). Имеются установки термической регенерации.
Процесс приготовления смеси состоит из дозирования всех компонентов смеси (кварцевого песка, пылевидных добавок и жидких добавок), включая жидкие связующие и воду, загрузки их в смесители в определенной последовательности, перемешивания для обеспечения однородности и заданных свойств готовых смесей.
Смесители литейные чашечные периодического действия с вертикально вращающимися металлическими катками (их схема приведена на рис. 3, а) предназначены для приготовления единых, наполнительных, облицовочных и стержневых смесей из песчано-глинистых фракций с пылевидными и жидкими добавками.
При вращении вертикального вала 3 смесь размешивается (разминается) и растирается катками 2, вращающимися на горизонтальных осях 4 и устанавливаемыми с регулируемым зазором относительно дна неподвижной чаши 1 и перемешивается отвалами 5 и 6, направляющими смесь под катки. При этом песчинки обволакиваются оболочкой связующего. Последнее облегчается наличием проскальзывания большей части цилиндрической поверхности катка относительно смеси, благодаря чему песчинки перекатываются в глинистой суспензии. Запыленный воздух отсасывается из-под колпака. Выгружается смесь через люки 7. Производительность
(110–60 м 3 /ч) бегунов (второе название смесителей) зависит от длительности цикла.
Смесители (бегуны) литейные чашечные периодического действия центробежные с горизонтально-вращающимися катками (рис. 3, б) предназначены для приготовления формовочных и стержневых смесей с незначительным количеством освежающих добавок. Перемешивание здесь осуществляется за счет отбрасывания (центробежной силой) подаваемой на диск 5 смеси на обечайку 4 (вертикальную, цилиндрическую поверхность чаши, облицованную резиной), где прокатывающиеся по ней также обрезиненные катки 1 разминают комья. Верхние скребки отделяют смесь от обечайки, а нижние 2 — поднимают смесь с днища чаш 3 на обечайку под катки. Запыленный воздух отсасывается. Применяются эти смесители в основном для сырых песчано-глинистых смесей (ПГС).
Более производительны смесители (бегуны) литейные чашечные, непрерывного действия, сдвоенные, с вертикально вращающимися катками для приготовления формовочных смесей. Производительность достигает 240 м 3 /ч. По конструкции представляют собой сдвоенные смесители периодического действия с вертикальновращающимися катками, смежные чаши которых сообщаются через общий сегмент. Увеличение производительности достигается благодаря последовательному смешению двумя парами катков. Готовая смесь выдается непрерывно. Запыленный воздух отсасывается.
Агрегат для приготовления глинистой суспензии (рис. 3, в) представляет собой горизонтальный барабан 1, установленный вместе с приводом (5 — электродвигатель, 6 — ременная передача, 7 — редуктор, 8 — зубчатая передача) на раме 2. Внутри барабана расположен горизонтальный вал 3 с параллельными ему зубчатыми лопастями 4. Подача молотой глины и воды производится через воронку 9. Готовая суспензия сливается через вентиль 10 и подается для загрузки в смесители для приготовления формовочных смесей. Производительность — 13 т/ч. Известны также комплексы оборудования для приготовления глинистых суспензий производительностью от 1 до 16 м 3 /ч.
Имеются комплексы оборудования для автоматизированных смесеприготовительных систем массового и крупносерийного производства, включающие смесители периодического или непрерывного действия, охладители смеси, аэраторы, сита, железоотделители, ленточные конвейеры с весовыми устройствами и плужковыми сбрасывателями.
Лучшие песчано-смоляные смеси для производства оболочковых форм и стержней — плакированные смеси, где каждая песчинка покрыта тонким слоем связующего — термореактивной смолы.
Смеситель центробежный периодического действия для приготовления плакированных смесей горячим способом производительностью 1 т/ч имеет нагреватель песка — камеру с вращающимся барабаном внутри нее. Барабан несет ковши, поднимающие, а в верхнем положении высыпающие песок, при падении проходящий зону нагрева и поступающий в центробежный смеситель с двумя катками на диске. Затем смесь поступает через вибросито в охладитель. Установка имеет также емкости и дозаторы для смолы, уротропина и стеарата кальция.
Рис. 3. Оборудование для приготовления смесей
Установка непрерывного действия для приготовления плакированных смесей горячим способом применяется в серийном и массовом производстве. Песок нагревается до 120–180 °С газовыми горелками в псевдокипящем слое; смешивание его со смолой, уротропином и стеаратом кальция происходит в лопастном смесителе. Далее смесь попадает на вибросито, а затем в охладитель.
ХТС очень быстро твердеют, поэтому приготовляются на формовочном участке в лопастных смесителях непрерывного действия, из которых сразу выгружаются в опоку или ящик. Эти смесители могут быть одноплечими, у которых окно для выдачи смеси в опоку или ящик перемещается по окружности, и двуплечими, у которых это окно может перекрывать значительную зону; первые применяются в поточных линиях, вторые — для формовки на плацу.
Основной элемент лопастных смесителей — горизонтальные валы (один или два) с лопастями, вращающимися в желобе. Лопасти захватывают материалы и перемещают их по окружности и вдоль желоба, постоянно вороша, перебрасывая и перетирая по стенкам желоба, за счет чего и происходит перемешивание.
У двухжелобных смесителей: одноплечего и двуплечих (рис. 3, г) предварительное смешивание компонентов, не реагирующих друг с другом, производится в двух разных желобах 1 с лопастными смесителями (в одном смешиваются песок со связующим, в другом — песок с отвердителем), а окончательное — в вихревой головке 2, конический корпус которой (рис. 3, д) имеет вертикальный вал 1 с лопатками 3, внизу — шибер 2 с пневмоприводом 4. Раздельное смешивание позволяет получать смеси с малым временем живучести (быстротвердеющие), исключать потери смеси при остановках смесителя и потери времени на очистку от застывшей смеси.
Смесители высокоскоростные с горизонтальной смесительной камерой для приготовления ХТС на органических (смолах) и неорганических (жидком стекле) связующих материалах одноплечие и двуплечие (производительность достигает 40 т/ч) имеют время перемешивания не более 5 с и могут применяться для приготовления смесей живучестью до 1 мин. Эти смесители имеют систему программирования шести вариантов смеси по составу, виду связующего и производительности, с возможностью быстрого перехода с одного варианта смеси на другой.
Установки для приготовления жидких самотвердеющих смесей (ЖСС) (рис. 3, е) содержат лопастной смеситель 1, выдающий смесь через затвор 8 в опоку или стержневой ящик; бункеры песка 4 и феррохромового шлака 5 с питателями 6, весовой дозатор 7; бак жидкой композиции 3 с мешалкой и дозатором 2. Установка для приготовления ЖСС периодического действия имеет производительность 6–8 т/ч, а установки непрерывного действия соответственно 5–10 и 20–30 т/ч.
Установка стационарная периодического действия для приготовления жидкой композиции для ЖСС содержит резервуары хранения компонентов жидкой композиции, дозаторы, смеситель, трубопроводы, пневмо- и электрооборудование и аппаратуру управления и сигнализации.
Стационарная установка непрерывного действия для приготовления пластичных самотвердеющих смесей (ПСС) производительностью 20 т/ч смешивает базовую смесь с феррохромовым шлаком в лопастном двухвальном смесителе и с помощью питателей раздает ее по опокам или ящикам. Базовая смесь песка с жидким стеклом приготовляется в обычных бегунах.
2. Машины для изготовления литейных форм и стержней
В единичном производстве отливок литейную форму можно изготовить ручной формовкой и пневматической трамбовкой. Однако современные технологии при любом типе производства (единичном, серийном, массовом) предполагают широкое применение комплексов машин.
Машинная формовка по сравнению с ручной обладает высокой производительностью, меньшей трудоемкостью, позволяет получать отливки более высокой точности, улучшает условия труда. В настоящее время это основной способ получения литейных форм.
При машинной формовке модели устанавливаются на модельных плитах, которые Т-образными болтами крепятся к столам машин.
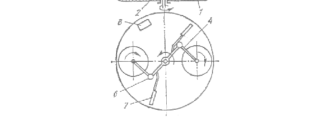
Модельные плиты (рис. 4, а) содержат следующие конструктивные элементы: центрирующий (круглый) штырь 1; направляющий (срезанный) штырь 5; лапы 9 для крепления плиты к столу машины; выемки, скосы 10 или отверстия по углам плиты для штифтового съема полуформы с модельной плиты; скосы 6 для скрепления скобами опоки с плитой при встряхивании и повороте полуформы; 3 — модель, закрепленная на корпусе плиты 2 болтами 4 (или винтами и др.) и зафиксированная штифтами 8 (устанавливаемыми с натягом или очень малым зазором) от смещения по плите за счет зазоров в винтовых соединениях; 7 — модель питателя. Штыри обеспечивают точное взаимное расположение верхней и нижней полуформ («верха» и «низа»), т. е. отсутствие смещения частей отливки. Если бы оба штыря были круглыми (что проще), то нагревшаяся (сразу после выбивки) опока с круглыми отверстиями втулок не села бы на штыри плиты, т. к. из-за нагрева расстояние между центрами отверстий втулок опоки стало бы больше. Поэтому направляющий штырь срезан так, чтобы прорезь в направляющей втулке опоки позволяла установить на плиту нагретую опоку. Назначение центрирующего (круглого) штыря — предотвращать смещение опоки по плите, а направляющего (срезанного) — предотвратить поворот опоки относительно центрирующего штыря. В массовом и крупносерийном производстве формовка по данной модели производится достаточно длительное время, поэтому применяются постоянные модельные плиты, модели на которых «намертво» закреплены винтами или болтами и штифтами. В мелкосерийном и серийном производстве переход от одной модели к другой происходит быстро. Чтобы при переходе к другой модели сохранять исходные модельные плиты, а менять только модели, плиты выполняют с вкладышами, несущими на себе модели (рис. 4, б), или с координатной сеткой отверстий (координатные плиты) и др. Конструкции модельных плит стандартизованы.
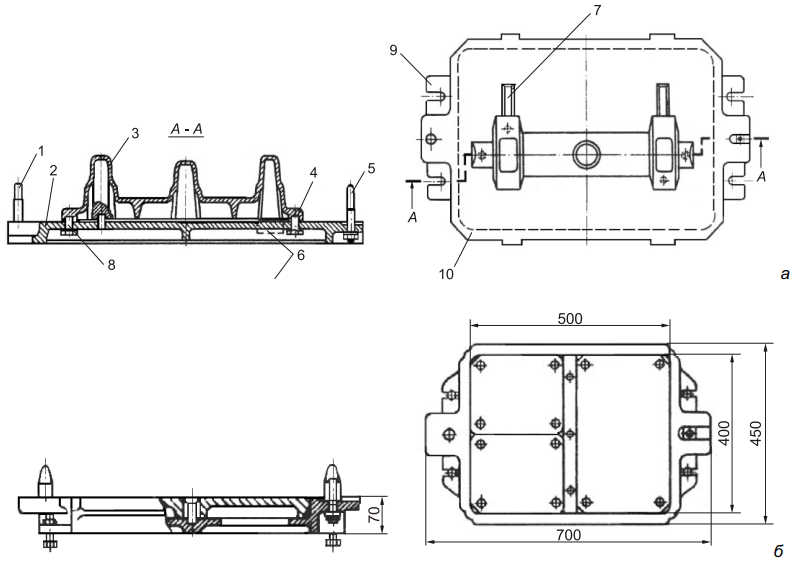
Рис. 4. Модельные плиты
Машинная формовка механизирует уплотнение смеси и извлечение модели из формы. Наполнение опоки формовочной смесью происходит самосыпом из бункера; на формовочных автоматах смесь дозируется.
Рассмотрим основные способы уплотнения смеси в формах.
При встряхивании на модельную плиту, укрепленную на столе формовочной машины, ставят опоку и насыпают в нее смесь с верхом. Стол встряхивающей формовочной машины вместе с опокой поднимается сжатым воздухом и после выпуска сжатого воздуха из цилиндра в атмосферу, происходящего автоматически, падает, ударяясь о станину. При ударе смесь уплотняется за счет сил инерции, возникающих при торможении.
С каждым ударом смесь все больше уплотняется (делают от 8–10 до 60–80 ударов). Наибольшее уплотнение при встряхивании получается в нижнем слое у разъема формы, потому что при ударе на этот слой давит сила инерции всей лежащей над ним массы смеси. По мере удаления от разъема масса вышележащей смеси уменьшается, соответственно уменьшается и степень уплотнения. Наконец, самый верхний слой смеси оказывается неуплотненным и остается в таком же разрыхленном состоянии, как и до встряхивания. Он может уплотняться лишь под действием сил инерции собственной массы, которая оказывается для этого недостаточной; сверху над этим слоем никакого столба смеси нет.
При формовке встряхиванием небольших и средних опок (до 1000 800 мм) дополнительное уплотнение верхних слоев рациональнее всего производить подпрессовкой. Подпрессовку выполняют после встряхивания. Включение вибратора во время подпрессовки способствует увеличению уплотнения при том же давлении колодки, как и при чистом прессовании.
У более крупных полуформ верхние слои доуплотняют пневматической трамбовкой. С этой же целью перед встряхиванием поверх опоки можно наложить металлическую плиту, которая при встряхивании уплотнит верхние слои.
При верхнем прессовании (рис. 5, а) опоку 6 устанавливают на модельную плиту с моделью 4, прикрепленной к столу 5 формовочной машины. Перед наполнением опоки смесью 3 на нее ставят наполнительную рамку 2, т. к. необходимый объем рыхлой смеси больше объема уплотненной в опоке смеси. Затем в цилиндр машины подается сжатый воздух, поршень поднимает стол машины 5 с плитой, опокой, рамкой. Прессующая колодка 1 входит в наполнительную рамку, вытесняя из нее смесь в опоку и уплотняя смесь. Плотность смеси в полуформе уменьшается по мере удаления от прессовой колодки. Таким образом, в зоне модели плотность наименьшая. Поэтому верхнее прессование применяют для опок высотой не более 200–250 мм. Габаритные размеры опок ограничиваются усилием прессования, которое может развить машина. Уплотнение прессованием отличается малошумностью и высокой производительностью, т. к. вместо ударов при встряхивании требуется только один ход поршня. Дополнительная вибрация во время прессования (вибропрессование) уменьшает потребное усилие и увеличивает равномерность уплотнения.
При нижнем прессовании (рис. 5, б) в роли прессующей колодки выступает модельная плита 4, что обеспечивает в зоне модели наибольшую плотность смеси. Подвижная часть 3 стола 2 поднимает плиту, которая впрессовывает смесь из углубления в столе 2 в опоку 1, упирающуюся в траверсу 5. Здесь верхняя поверхность модельной плиты должна в конце хода точно совпадать с нижней плоскостью опоки (плоскостью разъема литейной формы).
Необходимость точного регулирования длины хода стола, более сложная переналадка машины на другой размер опоки, а также попадание смеси в зазоры между подвижной частью 3 и столом 2 и связанный с этим значительный износ этих частей — основные дефекты машин с нижним прессованием. В результате на практике более распространены машины с верхним прессованием.
При прессовании плоской колодкой опоки с высокой моделью столб смеси над моделью уплотняется больше, чем столб смеси вне модели. Это вполне понятно, т. к. слой смеси, находящийся в рамке, при уплотнении впрессовывается над моделью в низкий столб смеси в опоке, а вне модели — в более высокий столб смеси. Эти два столба смеси (над моделью и вне ее), разумеется, не изолированы, и при прессовании происходит некоторое перетекание смеси из первого столба во второй, но для обычных, малотекучих формовочных смесей это практически не влияет на результаты уплотнения.
Рис. 5, а–к. Основные способы уплотнения смеси при машинной формовке
Рис. 5, л. Основные способы уплотнения смеси при машинной формовке
Для более равномерного уплотнения участков формы над высокой моделью и вне ее рекомендуется применять профильные прессовые колодки, имеющие выступы в соответствии с конфигурацией модели (рис. 5, в), использовать профильную засыпку смеси (рис. 5, г), прессование резиновой диафрагмой (рис. 5, д) или многоплунжерной головкой — дифференциальное прессование (рис. 5, е). При дифференциальном прессовании каждая из колодок 1 находится под действием поршня 2 гидравлического цилиндра, причем цилиндры всех колодок сообщаются и, следовательно, давление в них равное, что обеспечивает примерно одинаковое уплотнение смеси.
Основной рабочий орган пескомета — метательная головка 2 (рис. 5, ж), представляющая собой закрытый кожухом ротор, вращающийся на горизонтальной оси со скоростью 1500 об./мин и имеющий одну-три лопатки (ковша) 5. Смесь в головку подается транспортером 1, попадает на лопатку 5, предварительно уплотняется на ней центробежной силой, а затем выбрасывается вниз порциями в опоку 4.
Смесь из головки пескомета выбрасывается отдельными, предварительно уплотненными комками, или пакетами. За каждый оборот лопатки выбрасывается один комок, а в минуту — 1400–1500 комков, так что наблюдателю кажется, что смесь выходит из головки непрерывной струей. Из-за большой скорости пакеты с силой ударяют о поверхность смеси в опоке и уплотняют ее, действуя как своего рода трамбовка; одновременно опока наполняется смесью. Чтобы иметь возможность направлять поток смеси в разные места по всей площади опоки, формовщик может перемещать метательную головку над опокой в горизонтальной плоскости.
Степень уплотнения регулируют либо переключением вращения ротора головки на другую скорость (пескометы могут иметь, например, две скорости), либо путем быстрого и медленного вождения головки над опокой. При более медленном вождении головки уплотнение получается меньше. В этом случае струя смеси все время бьет в одно место и в опоке образуется коническая кучка смеси, причем новые порции ссыпаются с нее в стороны. При всяком же перетекании и сдвиге сыпучие зернистые материалы разрыхляются.Пескометы благодаря большой производительности (10–50 м 3 /ч) применяются, как правило, для набивки лишь средних и крупных опок. Небольшие опоки невыгодно набивать пескометом из-за слишком большой потери смеси, падающей мимо опоки. Широкошовный пескомет имеет ковш шириной в опоку, поэтому для уплотнения одной полуформы требуется 10–12 с. К его недостаткам относятся энергоемкость и шум.
Процесс пескодувного уплотнения заключается во вдувании сжатым воздухом смеси в стержневой ящик или реже в опоку (рис. 5, з). Смесь из питателя 2 через шибер (заслонку) 3 подается в резервуар 4. Затем шибер закрывается, и через клапан 5 в резервуар подается мощный поток сжатого воздуха под давлением 0,6 МПа, выстреливающий смесь в стержневой ящик 6 или опоку, прижатую к дутьевой плите пескодувной головки. Выпуск воздуха из ящика или опоки наружу происходит через вентиляционные отверстия, или венты 7. Процесс может протекать в пескодувном и пескострельном (на рис. 5, з) режимах. Пескодувно-прессовое уплотнение (рис. 5, и) применяется, например, при безопочной формовке в горизонтальную стопку. Сначала смесь вдувается из резервуара 1 в пространство 2 между полумоделями 5 и 4. Затем смесь прессуется движением полумодели 4 влево под действием штока 3 гидроцилиндра, после чего полумодель 5, поворачиваясь на плите 6, поднимается вверх, а «кирпич» формы продвигается влево и прижимается к стопке ранее отформованных «кирпичей» 7, образуя одну литейную форму и полуформу под следующую форму. Собранные формы по мере присоединения новых «кирпичей» перемещаются влево, на заливку.
При вакуумно-пленочной формовке модель 1 (рис. 5, к) и свободная поверхность модельной плиты 2 покрываются пленкой 5 (предварительно нагретой нагревателем 7), которая плотно облегает модель при отсосе воздуха через канал 3 из полости модели, стенки который имеют сквозные отверстия 6. Затем на модельную плиту ставят опоку, внутренние стенки которой имеют множество сквозных отверстий, а полость 4 между внутренней и внешней сплошной стенками может быть присоединена к вакуумному насосу (ВН). Опоку заполняют песком с уплотнением вибрацией, сверху накрывают пленкой и подключают к ВН. Атмосферное давление сжимает через пленку песок, сохраняя конфигурацию полости полуформы. После этого полость модели отключают от ВН и открывают доступ к атмосфере, а полуформу снимают с модельной плиты. Таким же образом получают вторую полуформу. Полуформы соединяют, заливают сплавом. Для выбивки отливки из формы достаточно отсоединить опоки от ВН.
Преимущества этого метода: не требуется смесеприготовительного оборудования, связующего и других материалов, входящих в состав смесей; отливка легко выбивается из песчаной формы; имеет меньшую шероховатость поверхности, чем при литье в ОПФ; уменьшается выделение газов из формы. Известные комплексы оборудования для вакуумно-пленочной формовки применяются для изготовления отливок в опоках размером до 2000 1600.
При импульсном уплотнении (рис. 5, л) давление газа в камере 5 над смесью повышают за 0,01–0,1 с, при этом газ с большой скоростью проходит через смесь 2,
создавая сжимающие напряжения, и смесь уплотняется. Хорошо уплотняются даже узкие промежутки между моделями и стенками опоки. Механизм предельно прост, шум значительно меньше, чем при других способах. Остальные обозначения на рис. 5, л: 4 — уплотнения; 3 — наполнительная рамка; 1 — модельная плита с вентами — отверстиями для выхода газа из опоки.
При гравитационном уплотнении необходимая порция смеси падает на модельную плиту со скоростью 5–7 м/с, что значительно выше, чем при встряхивании, поэтому смесь уплотняется за один удар, но полученная плотность недостаточна для получения качественных отливок, поэтому метод используется только в сочетании с другими.
Вакуумно-прессовое уплотнение соединяет прессование с вакуумированием смеси, что приводит к большей равномерности плотности формы, повышению ее прочности, снижению влажности.
Механизм съема полуформ современных формовочных машин бывает двух основных типов: без предварительного поворота полуформы и с предварительным поворотом полуформы. Первый выполняется механизмом штифтового съема (рис. 6, а). После уплотнения смеси полуформу 1 поднимают с модельной плиты 3 и модели 4 при помощи четырех штифтов 2, расположенных по углам опоки. Для штифтов модельная плита имеет соответствующие отверстия, скосы или вырезы. Съем в необходимых случаях может производиться с протяжкой модели, например при формовке по модели с глубокой полостью между ребрами (рис. 6, б). При штифтовом съеме такой полуформы болван 1 между ребрами под действием собственного веса и сил трения о модель может обвалиться. При протяжке модель выполняется из двух частей: одна из них — 2 неподвижно связана с модельной плитой; другая — гребенка 4 — находится на протяжной плите. При протяжке гребенки 4 болван 1 поддерживается моделью (3 — штифты). Протяжку модели может выполнять механизм штифтового съема (рис. 6, в), например при получении отливок сложной конфигурации с малыми уклонами. Поломка формы здесь исключена, т. к. нижняя поверхность полуформы поддерживается протяжной плитой 2, поднимаемой с модельной плиты 4 штифтами 3 вместе с полуформой 1.
Машины литейные формовочные встряхивающе-прессовые, имеющие съем без предварительного поворота полуформы (по схеме рис. 6, а), предназначены, в основном, для изготовления верхних полуформ в серийном и мелкосерийном производстве. Возможна на них и формовка «низа» с кантовкой вне машины. После установки опоки, наполнительной рамки, засыпки смеси, предварительного встряхивания, пополнения опоки смесью, снятия рамки в автоматическом режиме производится поворот траверсы 5 с плитой 4 (рис. 6, г), уплотнение встряхиванием с одновременным прессованием (прессово-ударное) и снятие полуформы. В пооперационном режиме возможны прессование, встряхивание, встряхивание с последующим прессованием. При съеме полуформы с модельной плиты включается вибратор. Вместо штифтов на съеме могут быть установлены роликовые планки для механизации установки и съема опок. Эти машины по конструкции аналогичны описанным ниже машинам с поворотом полуформы, но не имеют механизма поворота полуформы. Производительность этих машин (цикловая) 145–90 полуформ в час.
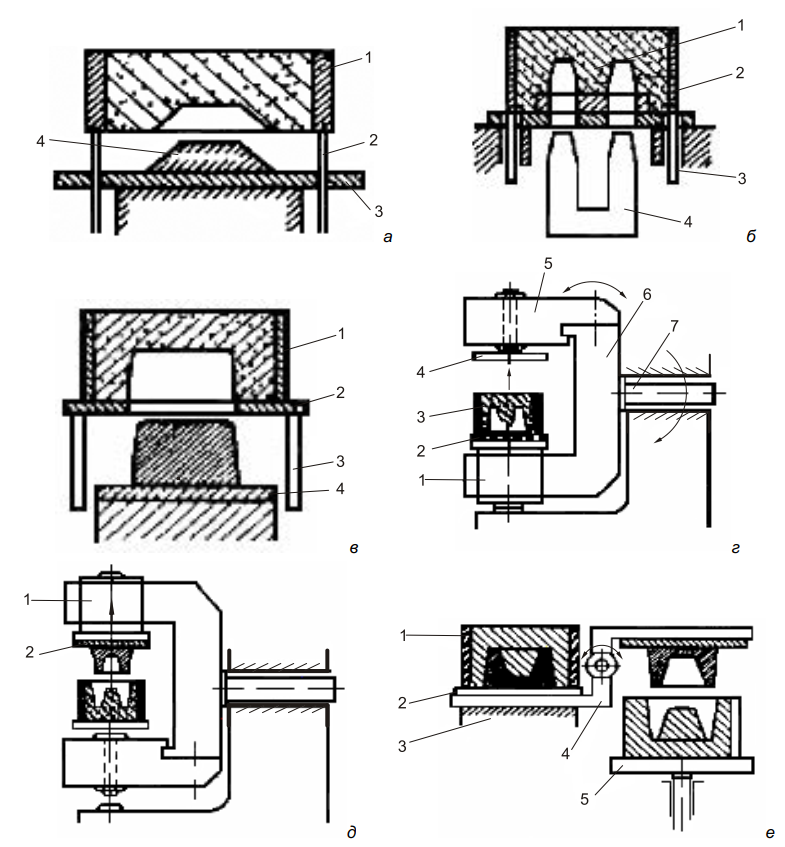
Рис. 6. Схемы механизмов съема полуформ
В машинах формовочных пневматических встряхивающе-прессовых с поворотом полуформы (рис. 6, г) после уплотнения смеси в полуформе 3 встряхиванием на механизме уплотнения 1 с одновременным прессованием за счет прижатия полуформы к плите 4 траверсы 5 стойка 6 с уплотняющим механизмом, плитой 4 траверсы 5 и полуформой 3 поворачивается на 180° вокруг горизонтальной оси 7 механизма поворота (2 — модельная плита).
После поворота (рис. 6, д) включается вибратор для облегчения отлипания полуформы от модели и механизм 1 поднимает модельную плиту 2, извлекая модель. Общий вид этих машин представлен на рис. 7, а. Обозначения здесь таковы: 1 — уплотняющий прессово-встряхивающий механизм; 2 — пульт управления; 3 — стойка; 4 — траверса с плитой; 5 — механизм поворота, 6 — аппаратура. Их производительность (цикловая) 100–90 полуформ в час. Размеры опоки для машин 14-го габарита — 1000×800×350 мм.
В старых машинах поворот полуформы 1 после уплотнения встряхиванием на столе 3 (рис. 6, е) производился перекидным столом 4 на поднятый приемный стол 5, который опускался (естественно после снятия скоб, крепящих опоку к модельной плите), снимая полуформу с модельной плиты 2.
Машины формовочные встряхивающие с перекидным столом предназначены для изготовления полуформ в серийном и индивидуальном производстве по моделям, требующим большого хода для съема полуформы. Они осуществляют уплотнение формовочной смеси встряхиванием; перемещение полуформы к механизму вытяжки (приемному столу) с ее поворотом, медленную и быструю протяжку модели с включением вибраторов, установку полуформы на рольганг, обратный поворот перекидного стола с модельной оснасткой и установку его на встряхивающий механизм. Размерный интервал опок этого ряда машин от 800 700 450 до 2500×2000×800 мм. Для замены этих устаревших машин выпускается серия усовершенствованных машин такого же типа.
Формовочные машины с поворотом полуформы следует использовать для формовки по таким моделям, когда в опоке имеются массивные и высокие сырые болваны. В этих случаях можно предотвратить их обвал, т. к. после поворота полуформы вес болвана направлен на его сжатие, а не на отрыв, как это имеет место до поворота полуформы.
Машины с поворотом полуформы при прочих равных условиях менее производительны, чем машины со штифтовым съемом, т. к. поворот полуформы является добавочной операцией, отнимающей время, поэтому их нужно применять лишь тогда, когда они технологически необходимы. Они требуются в основном при формовке нижних полуформ, в которых и располагают тяжелые сырые болваны во избежание обвалов при сборке, транспортировке и заливке. Для нижних полуформ поворот удобен, поскольку позволяет выдавать их разъемом кверху, т. е. в подходящем для сборки формы положении.
Пескомет стационарный рукавный (рис. 7, б) состоит из большого рукава 8, поворачивающегося на неподвижной тумбе 1, и малого рукава 6, поворачивающегося на большом рукаве и несущего пескометную головку 7, приводимую в действие электродвигателем 4. От цеховой системы смесераздачи смесь попадает в приемную воронку 2 транспортера 3 большого рукава, по которому далее поступает на транспортер 5 малого рукава, подающий ее в головку, которая выбрасывает смесь в опоку.
Перед попаданием в головку смесь может разделяться на два потока, один из которых, минуя головку, направляется под вылетающие из головки пакеты для регулирования плотности набивки изменением мощности этого потока. Управление движением головки осуществляется с пульта оператора. Модель 2Б93М имеет производительность головки 12,5 м 3 смеси в час, применяется в разносерийном производстве для набивки опок и стержневых ящиков.
Пескомет передвижной имеет два рукава и может перемещаться по рельсу, направление вылета смеси регулируется поворотом головки пескомета в плоскости вращения ротора на для качественного уплотнения в поднутрениях и других труднодоступных местах. Производительность головки 25 м 3 /ч; радиус действия головки наибольший — 7,5 м. Пескомет применяется в разносерийном производстве.
Пескомет мостовой (рис. 7, в) предназначен для изготовления крупных литейных форм в опоках высотой до 4 м и в кессонах такой же глубины в стале- и чугунолитейных цехах. Производительность головки 50 м 3 /ч; ход тележки с пескометной головкой — 3 м; ход моста не ограничен. Площадь опоки или кессона 6 перекрывается движением тележки 3 с пескометной головкой 2 по мосту 1 и движением моста (в направлении, перпендикулярном движению тележки). Смесь с цехового транспортера 5, параллельного движению моста, переваливается на транспортер 4, находящийся на мосту, а оттуда — в головку. Применяют программное управление работой пескометами.
Рис. 7. Формовочные машины
Столы вибрационные (вибростолы, рис. 7, г) применяются для уплотнения холоднотвердеющих смесей (ХТС) в стержневых ящиках и опоках. Вибростолы с неприводными рольгангами моделей предназначены для участков единичного производства, оборудованных средствами малой механизации (неприводными
рольгангами, карусельными столами). Вибростолы с приводными рольгангами предназначены для автоматизированных линий мелкосерийного и серийного производства, агрегаты которых связываются между собой приводными рольгангами. После вкатывания на ролики стола 1 полуформы или стержневого ящика в эластичные пневматические опоры 3 подается сжатый воздух; стол 2, до того находившийся ниже роликов, поднимается и снимает полуформу или ящик с роликов для предотвращения передачи вибрации на ролики и основание. Затем включаются вибраторы. Вибрации создают два эксцентрика, синхронно вращающиеся навстречу друг другу электродвигателями. После заполнения ящика смесью и ее уплотнения вибраторы выключаются, воздух из опор выпускается, ящик опускается на ролики, по которым катится на следующую операцию.
При изготовлении литейных форм применяют также ЖСС, ПСС, ХТС и СО2— процесс.
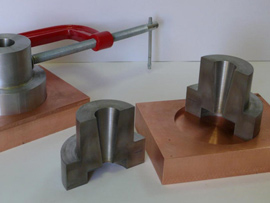
Состав оборудования и оснастки для производства стержней зависит от серийности, размеров, конструкции стержней и требований по их прочности, точности, шероховатости. По условиям работы и сложности конфигурации стержни делятся на пять классов (рис. 8). Сложные, тонкие, ажурные стержни, с затрудненным выводом образующихся при заливке в форму сплава газов относятся к первому классу (рис. 8, а). Они изготавливаются из особо прочных смесей с малой газотворной способностью. К пятому классу относятся массивные стержни с большими сечениями (рис. 8, д). На рис. 8, б–г изображены стержни второго, третьего и четвертого класса.
Рис. 8. Классы литейных стержней
В единичном и мелкосерийном производствах стержневые ящики (формы для изготовления стержней) обычно делают из дерева, смесь уплотняют вручную, пневматическими трамбовками или пескометами (при крупных стержнях). При достаточно большом объеме производства применяют металлические стержневые ящики (рис. 9, а), главными конструктивными элементами которых являются две половины ящика 1 и 2, центрирующие штыри 3, предотвращающие смещение половин ящика по разъему, и устройство для скрепления половин ящика (в данном случае это откидные болты 4 с гайками-барашками 5). После уплотнения смеси трамбовками или пескодувного уплотнения гайки ослабляются, болты откидываются, одна половина ящика снимается. На другую половину с находящимися в ней стержнями накладывается сушильная плита (рис. 9, б), система переворачивается, половина стержневого ящика снимается и плита со стержнями направляется в сушило. После сушки прочность стержней увеличивается в 20–30 раз.
Мелкие и средние стержни, имеющие сложные очертания, которые невозможно выполнить целиком, изготавливают по частям, а затем склеивают.
При одиночном изготовлении простых, но громоздких стержней последние можно получить при помощи шаблона.
Рис. 9. Оборудование для получения стержней с тепловой сушкой
Применение шаблонного метода устраняет необходимость в стержневом ящике, но трудоемкость изготовления стержня значительно возрастает.
Для уплотнения смеси в стержневых ящиках пригодны формовочные машины рассмотренных ранее типов (встряхивающие, прессовые, пескометы), однако преимущественно применяются пескодувно-пескострельные машины.
Машина стержневая пескодувная полуавтоматическая 2Б83 (рис 9, в) предназначена для изготовления стержней с наибольшим объемом до 4 дм 3 в ящиках с горизонтальным или вертикальным разъемом из песчаных смесей с последующей тепловой сушкой в условиях производства от мелкосерийного до массового. Стержневой ящик устанавливается на стол машины 1. В зависимости от высоты ящика стол поднимается или опускается червячно-винтовым домкратом 14. Смесь из вибролотка питателя 6 через воронку 5 при открытом шибере 4 попадает в пескострельную гильзу 9 пескодувного резервуара 3. После нажатия пусковой кнопки вибратор питателя выключается, шибер закрывает загрузочное отверстие гильзы, зажимы 2 и 11 скрепляют стержневой ящик (при вертикальном разъеме) и под действием диафрагмы 12 пневмокамеры стол движется вверх, прижимая ящик к насадке 10. Затем открывается вдувной клапан 8 и смесь сжатым воздухом из ресивера 13 выстреливается в ящик, заполняет его и уплотняется. Затем клапан 8 закрывается, а клапан 7 сбрасывает давление, стол опускается, зажимы ящика разжимаются, ящик снимается, стержень извлекается. Тем временем шибер открывается, гильза загружается, и цикл можно снова повторить. Машина может совершать до 300 циклов в час.
На мундштучных машинах (рис. 9, г) изготавливают прямые стержни постоянного сечения (круглые, овальные, многоугольные и др.). Чаще всего эти машины применяются для изготовления стержней с поперечным размером 20–100 мм. Мундштук 3 определяет форму и размер поперечного сечения стержня и является сменной деталью. Игла 8 служит для получения в стержнях вентиляционного канала. Стержень 2 формуется путем выжимания смеси из бункера 5 ползуном 6 (приводимым в действие кривошипом 7) через мундштук 3 на сушильную плиту 1. Для смены мундштука (при переходе на изготовление другого стержня) необходимо отвинтить гайку 4. Известна мундштучная стержневая машина модели 281.
Стержни в литейной форме со всех сторон окружены жидким сплавом, на них действуют силы Архимеда, поэтому прочность стержней из обычных смесей на органических и реже на неорганических связующих (олифа, смолы и др.) повышают сушкой. Прочность таких смесей после сушки может в 20–30 раз превышать прочность сырых ПГС. К сушилам периодического действия, эффективным в единичном и серийном производствах, относятся камерные сушила и сушильные шкафы. Стержни на металлических сушильных плитах загружают в камеру, после чего начинается нагрев. Температура сушки обычно находится в пределах 160–250 °С. Время сушки колеблется от 1 ч для стержней массой не более 2,5 кг до 3–5 ч — для стержней массой 60–100 кг. В цехах крупносерийного и массового производства применяют конвейерные сушила непрерывного действия, вертикальные и горизонтальные. Такие сушила представляют собой камеры, обогреваемые горелками, через которые на подвесках горизонтально или вертикально замкнутых конвейеров проходят сушильные плиты со стержнями.
Производство стержней из песчано-смоляных смесей в нагреваемой оснастке применяется в основном в крупносерийном и массовом производстве. Метод эффективен для производства стержней первого, второго и частично третьего классов сложности массой 1–6 кг при толщине сечения до 70 мм. Применение его в десятки раз сокращает цикл изготовления стержней и расходы на сушку и сушильное оборудование, резко улучшает точность размеров стержней, сокращает до минимума трудоемкость отделки стержней, увеличивает производительность труда и создает предпосылки для полной автоматизации процесса.
Машины для изготовления стержней в нагреваемых ящиках могут иметь одну, две или несколько позиций. На однопозиционных машинах все операции по изготовлению стержней (вдувание смеси и отверждение, разъем ящиков и извлечение стержня) выполняются последовательно на одной позиции. Время изготовления одного стержня в этом случае равно сумме времен на каждую операцию. Если время твердения стержня значительно, то применяются многопозиционные машины, где твердение стержня происходит на нескольких позициях. Продолжительность изготовления стержня в этом случае равна времени разъема ящика и извлечения стержня, а число позиций машины определяется временем твердения стержня.
Например, восьмипозиционный карусельный автомат (рис. 10, а) изготавливает стержни объемом до 4 дм 3 в нагреваемых ящиках с горизонтальным разъемом. На I позиции автомата механизм прижима 3 поджимает нагретый до 180–270 С ящик 2 к механизму надува 1, смесь через надувные отверстия вдувается в ящик и уплотняется (восемь ящиков установлены на кронштейнах 5 поворотного стола 4). Затем стол поворачивается на 45°, унося ящик на II позицию, предназначенную для переналадок и смены стержневых ящиков, III–VII позиции заняты туннельной электрической печью 6 и предназначены для отверждения стержня. На VIII позиции установлен агрегат 8 разборки ящика и съема стержня. Все агрегаты размещены на основании 7. Производительность автомата до 150 циклов в час.
Стержневой ящик автомата (рис. 10, б) состоит из двух половин 1 и 2, центрируемых штырями 9. Готовые стержни выталкиваются толкателями 7, объединенными плитами 5 в одно целое с контртолкателями 3, обеспечивающими возвращение толкателей в исходное положение при упоре контртолкателей в плоскость разъема ящика. Плиты скользят по направляющим колонкам 6. Захваты 4 обеспечивают раскрытие ящика. Для установки на поворотный стол и центрирования служат детали 10 (8 — отверстие для вдувания смеси).
Большой недостаток многопозиционных машин — необходимость иметь по ящику на каждой позиции (в рассмотренном случае требуется восемь ящиков). Поэтому появление быстротвердеющих (за 15–30 с) смесей обусловило преимущественное применение однопозиционных машин, по производительности приближающихся к многопозиционным.
Известны автоматические, однопозиционные пескодувные стержневые машины. На них можно изготавливать стержни объемом до 63 дм 3 в стержневых ящиках
с горизонтальным и вертикальным разъемом с производительностью 150–54 циклов в час (зависит от величины стержня). Для сравнения с восьмипозиционным автоматом 4509А (150 циклов в час) укажем, что машина однопозиционная для стержней с наибольшим объемом (4 дм 3 ) осуществляет 120 циклов в час. Работа машины с горизонтальным разъемом ящика (рис. 10, в) начинается с вдувания смеси в собранный ящик (2 — нижняя его половина, 5 — верхняя). В это время пескодувный резервуар 9 с порцией смеси находится над ящиком, а над ним располагается механизм прижима–надува–выхлопа 14.
Рис. 10. Машины для получения стержней в нагреваемой оснастке
После вдувания смеси тележка пневмоцилиндром 10 перемещается вправо, пескодувный резервуар 9 оказывается под бункером 13 со смесью, а механизм подпрессовки-протяжки 6 — над ящиком. Шибер 11 открывается, резервуар 9 заполняется новой порцией смеси из бункера 13, чему способствует работа вибратора 12, а остатки смеси во вдувных отверстиях ящика подпрессовываются.
После затвердевания стержня выталкиватели плиты протяжки 6 сопровождают его опускание вместе с нижней половиной ящика 2 на столе 1. Затем цилиндр, встроенный в стол 1, поднимает плиту с толкателями 3, на которых покоится стержень.
Затем механизм съема 8 вводит вилы 7 под стержень 4 (этот момент изображен на рис. 10, в) и выносит его за пределы машины.
Для очистки полуформ стержневого ящика от приставших частиц смеси и нанесения разделительного состава на рабочие полости ящика предусмотрен механизм обдува–опрыскивания. У машин с вертикальным разъемом ящика одна из его половин отходит по двум горизонтальным колоннам. Другая, в которой остается стержень, поворачивается на 90° плоскостью разъема вверх. Далее производится протяжка и уборка стержня так же, как у машин с горизонтальным разъемом ящика. Нагрев ящиков — газовый или электрический.
Одна из разновидностей способов изготовления стержней в горячих ящиках — отечественный гидромеханический способ (эклер-процесс), при котором в нагреваемую оснастку плунжером запрессовывается пеносмесь. Способ позволяет производить стержни сложной конфигурации и высокой точности. Образующиеся в теле стержня естественные каналы обеспечивают эффективное удаление газов, уменьшая брак. По сравнению с пескодувно-пескострельным способом эклерпроцесс более экономичен. Недостатки: высокая стоимость ящиков, продолжительное время сушки и увеличенные затраты на нее, что ограничивает толщину изготавливаемых стержней до 80–100 мм.
Использование нагреваемой оснастки выявило и некоторые недостатки: необходимость точной обработки и низкой шероховатости поверхности металлических стержневых ящиков, выдерживающих высокие температуры нагрева. Появление смесей, твердеющих в оснастке при обычной температуре цеха, позволило избавиться от этих недостатков и дало возможность применять неметаллические стержневые ящики с пластмассовыми вставками. При этом конструкция оснастки упростилась, значительно снизились энергозатраты.
Существуют способы изготовления стержней, сочетающие уплотнение смесей в ненагреваемой оснастке с последующим упрочнением за счет продувки горячим воздухом, углекислым газом (СО2-процесс) или сернистым ангидритом (SО2-процесс). SО2-процесс заключается в продувке смесей с синтетическими смолами сернистым ангидритом SО2 в течение 0,3–4,0 с. В результате почти мгновенной реакции образуется серная кислота, полимеризующая смолу. Процесс нетоксичен и пригоден для массового производства при обеспечении защиты окружающей среды от SО2.
Оболочковые стержни изготавливаются из сухих песчано-смоляных смесей или плакированных песков и отличаются высокой точностью, низкой шероховатостью,
малым расходом материалов, способностью к длительному хранению, хорошей податливостью и выбиваемостью, снижением трудоемкости очистных операций.
Автомат центробежный изготовления стержней десятипозиционный производит круглые оболочковые стержни диаметром 80–140 мм и длиной 250–550 мм по 150– 240 штук в час. Основу автомата составляет десятипозиционный ротор с горизонтальной осью поворота. На каждой позиции ротора установлено по одному металлическому стержневому ящику 5 (рис. 10, г) с выталкивателем 4, вращающемуся со скоростью 600 об./мин. Ящики находятся в электропечи сопротивления. На одной из позиций на ящик пульверизатором наносится разделительный состав, на второй — в ящик 5 лотком 3 загружается смесь (крышка 1 препятствует ее высыпанию). На следующих позициях стержень 2 твердеет, а на последней — выталкивается.
Центробежная установка оболочковых стержней с горизонтальной осью вращения нагретого ящика производит в час 15–60 стержней диаметром 300–1000 мм и длиной 150–1500 мм. Машины моделей 29111С и 29113 выпускают оболочковые стержни с наибольшим объемом (соответственно 4 и 45 дм 3 ) имеют наибольшие размеры ящика 500 360 200 и 760 600 500 мм и производительность 48 и 60 циклов в час.
Машина 29113 (рис. 2в.1ы0п,одл)няет следующие операции: сборку стержневого
ящика движением суппорта 4 с подвижной половиной ящика вправо по направляющим колонкам 5, ко второй половине ящика, установленной на траверсе 6; поворот ящика в позицию заполнения вместе с поворотной рамой 2 от привода 7 (при этом ящик прижат к пескодувному дозатору 8), наполнение ящика надувом или гравитационным способом; выдержку для формирования оболочки (для лучшего уплотнения смеси включается вибратор); поворот ящика в исходное положение (при этом неспекшаяся смесь высыпается из ящика, и начинается твердение стержня, для полного высыпания смеси из сложных стержней предусматривается качание рамы на 45° в ту и другую сторону); отвод дозатора и дозаправка его смесью; раскрытие ящика; наклон плиты с половиной ящика и стержнем в горизонтальное положение цилиндрами 3, подъем конвейера стержней 9 по штангам станины 1, выталкивание стержня на конвейер 9, перемещение стержня на конвейере на определенное расстояние, после которого начинается новый цикл. Стержневые ящики нагревают газовыми горелками, установленными на подвижной и неподвижной нагревательных плитах.
При производстве стержней широко применяют ЖСС и ХТС.
Кратко подытоживая сказанное, назовем основные способы производства литейных стержней:
- Производство стержней уплотнением смеси (трамбовками, на формовочных пескострельных и мундштучных машинах) с последующей сушкой.
- В нагреваемой оснастке.
- В ненагреваемой оснастке уплотнением смеси с последующим химическим твердением при продувке углекислым газом (СО2-процесс), сернистым ангидритом (SО2-процесс) и горячим воздухом.
- Изготовление в ненагреваемой оснастке из самотвердеющих смесей: ЖСС, ПСС, ХТС.
- Массивные стержни («болваны») можно изготавливать из сырых смесей, т. к. изза своей массивности они достаточно прочны и без сушки.
3. Оборудование для плавки металлов
Для плавки чугуна в литейных цехах широко применяют вагранки (рис. 11, а) — шахтные печи, выложенные изнутри металлического кожуха огнеупорным шамотным кирпичом 1.
В нижнюю часть вагранки через коллектор 2 и фурмы 3 подается подогретый воздух (дутье), нагнетаемый воздуходувками. У самого дна находится отверстие для выпуска металла (летка) и желоб 4. Материалы (шихту) загружают сверху через бункер 7 загрузочного приспособления 6. Кокс, флюс (известняк), чушковый чугун и лом загружают слоями. При сгорании кокса выделяется теплота, плавящая металл. Горячие газы, поднимаясь вверх, нагревают завалку и отсасываются через патрубок 5. Они сжигаются для подогрева дутья. Для большей эффективности плавки дутье обогащают кислородом. Шихта по мере течения плавки опускается вниз. Для контроля ее уровня имеется уровнемер 8. По мере необходимости загружают новые порции шихты. Флюс переводит в шлак золу, серу, фосфор и другие примеси. Кроме описанной коксовой вагранки имеются коксогазовые и газовые вагранки, экономящие дефицитный кокс. Самый дешевый чугун дают газовые вагранки.
Ваграночные комплексы 11951…95116 имеют производительность от 4–6 до 25– 36 т/ч. Модель 95111 — коксовая, остальные — коксогазовые.
Производительность автоматизированного ваграночного комплекса ВЛК1015 равна 10–15 т/ч, а ВЛК2030 — 20–30 т/ч.
Рис. 11, а и б. Оборудование для плавки металлов
Рис. 11, в–ж. Оборудование для плавки металлов
Кислородный конвертер (рис. 11, б) — одно из самых современных сталеплавильных устройств. Это грушевидный сосуд, металлический кожух 1 которого выложен изнутри огнеупорами 2. Для заливки жидкого чугуна и выпуска стали конвертеры могут поворачиваться на цапфах 5. Сталь выплавляется продувкой кислорода водоохлаждаемой фурмой 3 по поверхности жидкого чугуна, в результате чего избыток углерода, кремния, марганца и других элементов окисляется (выгорает) и удаляется в виде газов через горловину 4, а сера и фосфор шлакуются. Конвертер характеризуется высокой скоростью плавки (0,5 ч) и большой производительностью. Недостаток: невозможность работать на твердой завалке — конвертер загружается жидким чугуном. Применяют также малые бессемеровские конвертеры.
Дуговые сталеплавильные печи с поворотным сводом (рис. 11, в) ДСП-0,5…ДСП- 50 (цифры указывают на номинальную емкость в тоннах) плавят металл за счет теплоты трех электрических дуг, горящих между графитовыми электродами 6 и шихтой 3. Длина дуг поддерживается в заданных пределах системой автоматического регулирования. Свод 5 при поднятых электродах, поворачиваясь относительно вертикальной оси, открывает печь сверху для загрузки шихты. Для выпуска металла по желобу 2 и удаления шлака ванна печи 1 может поворачиваться на роликах приводом 8. Рабочее окно 7 служит для удаления шлака, наблюдения за ходом плавки, проведения необходимых операций в ходе плавки (взятия проб, введения легирующих присадок и др.) и заправки стен и порогов. Огнеупорная кладка 4 печи заключена в кожух из стального листа. Дуговые печи позволяют получать разнообразные стали и чугуны, а также создавать в области дуг высокие температуры, необходимые для восстановления оксидов, расплавления тугоплавких металлов и отделения металлов от тугоплавких шлаков. По сравнению с индукционными печами (см. далее) они имеют более высокий КПД (80–85% при расплавлении), осуществляют быстрый подъем температуры, более дешевы и производительны (на 20–30%) при одинаковой емкости. Их недостатки — снижение КПД при перегреве (до 20%), значительные дымление и шум, больший угар и существенная неравномерность температуры металла. Расход электроэнергии для ДСП-6…ДСП-50 составляет 500–440 кВт ч/т, продолжительность плавки 2,8–5,7 ч. В литейных цехах дуговые печи являются основным типом сталеплавильного оборудования.
Дуговые медеплавильные качающиеся печи (рис. 11, г) ДМК-0,1…ДМК-2,0 производят плавку за счет дуги косвенного действия, горящей между двумя графитовыми электродами 1. Для слива расплава эти печи могут наклоняться на роликах 4, 3 — кожух; 2 — огнеупорная футеровка. Применяются для плавки медных сплавов. УДМК-2,0 производительность равна 1,3–1,5 т/ч, расход электроэнергии 180– 230 кВт ч/т.
Индукционные тигельные плавильные печи (рис. 11, д) характеризуются непосредственным нагревом (теплота генерируется прямо в шихте), отсутствием контактных устройств (что облегчает автоматизацию и создание вакуума или защитных сред), улучшенными условиями труда. Металл 3 разогревается в тигле 4 за счет переменного электрического тока в индукторе печи 2, образованном полой медной трубкой, охлаждаемой проточной водой. Печь заключена в кожух 5 и закрыта сверху крышкой 1. Для слива металла печь может наклоняться. Для плавки стали применяют индукционные сталеплавильные тигельные печи повышенной частоты ИСТ-0,06…ИСТ-25, для чугуна — печи промышленной частоты ИЧТ-1…ИЧТ-60, для латуней и других медных сплавов — ИЛТ-1…ИЛТ-40, для алюминиевых сплавов — ИАТ-0,4…ИАТ-25, для магниевых сплавов — ИГТ-0,25…ИГТ-16 (цифры указывают емкость печи в тоннах).
Сравнительные характеристики индукционных тигельных печей емкостью 2,5 т приведены в табл. 1.
Таблица 1. Характеристики индукционных тигельных печей емкостью 2,5 т
| Материал | Производительность, т/ч | Расход энергии, кВт ч/т |
| Чугун | 0,86 | 585 |
| Сталь | 1,75 | 655 |
| Алюминиевый сплав | 1,32 | 578 |
| Медный сплав | 2,0 | 355 |
Индукционные канальные печи (рис. 11, е) имеют по сравнению с тигельными более высокий КПД — 75% (у тигельных 50%); коэффициент мощности у них выше в три раза, поэтому меньше расход энергии и мощность конденсаторной батареи. Отъемный индуктор 1 содержит сердечник 2, служащий первичной обмоткой, и канал 3 с жидким металлом, играющим роль вторичной обмотки, разогревающимся индуцированными в нем токами при пропускании переменного тока по сердечнику 2 (4 — ванна печи со сплавом). Чтобы вторичная обмотка не разрывалась, в печи постоянно должно находиться некоторое количество металла («болото»). Кладка рабочего пространства канальных печей может служить до двух лет (стойкость кладки тигля индукционных печей 1–2 мес.). Футеровка канальных частей выходит из строя значительно быстрее, но в большинстве печей возможна быстрая замена индукционных единиц. Для медных сплавов применяют печи ИЛК-0,4…ИЛК-40, для алюминиевых — ИАК-0,4…ИАК-40. Печи-миксеры служат для выдержки, перегрева и разливки сплава и содержат в марке литеру М: ИЛКМ-2,5…ИЛКМ-6.
Для плавки алюминиевых сплавов применяют электрические отражательные печи сопротивления камерные САК-0,15 и САК-0,25 и наклоняемые САН-0,3А…САН-3А (рис. 11, ж). Здесь шихта загружается в камеры 1 с нагревателями 2, где металл оплавляется и стекает в металлосборник 3 с нагревателями 4. Печь механизмом 7 может наклоняться на роликовых опорах 6 для выпуска металла через летку 5. Нихромовые нагреватели выдерживают температуру 1150 °С в течение 6–8 мес. Угар металла в этих печах невысок (около 1%). Расход электроэнергии в печах емкостью 1,5–2 т около 550 кВт ч/т. Печи сопротивления для алюминиевых сплавов тигельные CAT-0,15…CAT-0,5 плавят металл в тигле, который покрывается обмазкой, предохраняющей сплав от насыщения железом. Расход электроэнергии у этих печей 550–600 кВт ч/т.
Электропечи сопротивления для плавки алюминиевых сплавов позволяют лучше рафинировать сплавы и получать высококачественные отливки, однако обладают малой производительностью, низкой стойкостью нагревателей (нихромовых или других) и кладки. При получении ответственных отливок применяют вакуумно-дуговые, индукционно-дуговые, плазменно-дуговые, электронно-лучевые печи, электрошлаковый переплав и т. д.
Дуговые печи постоянного тока (например, ДППТА 0,4/0,75 емкостью 0,4 т и мощностью 0,75 МВт) позволяют в 10 раз уменьшить пыле- и газовыбросы, практически избавиться от угара, уменьшить расход электродов, устранить перегрев под дугой (что обеспечивает возможность плавки медных и алюминиевых сплавов), повысить качество металла, снизить расход электроэнергии, решить проблемы рафинирования.
Инфракрасные плавильные печи (например, ИКП-50/30) позволяют плавно регулировать тепловой поток, малогабаритны, просты в эксплуатации (ремонт сводится к замене галогенной лампы или тигля).
4. Оборудование для заливки форм
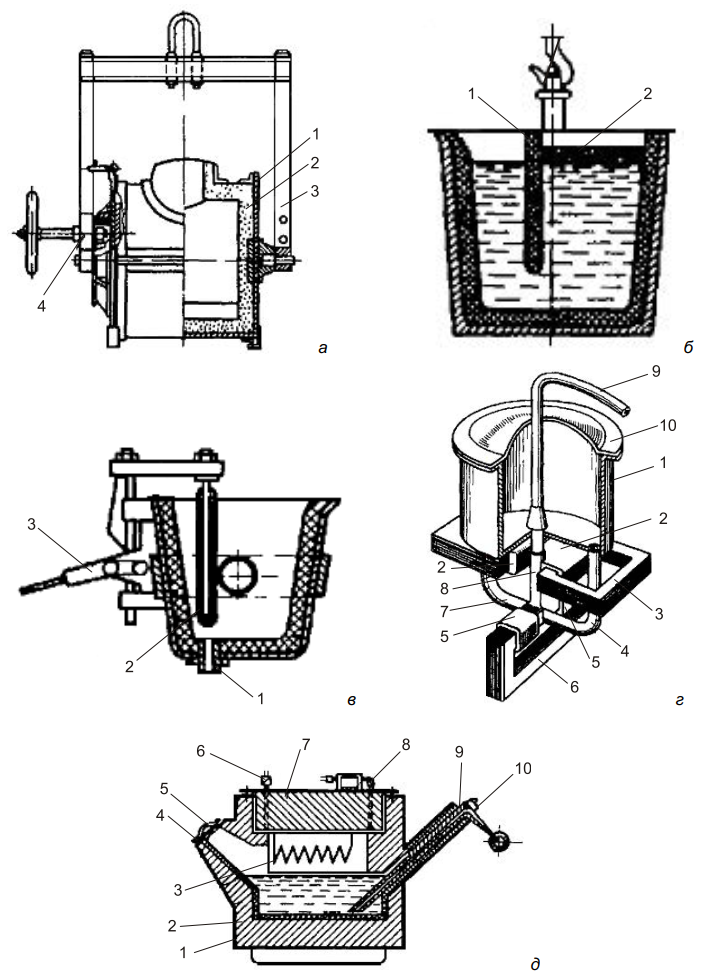
Заливка форм сплавами в единичном и мелкосерийном производстве выполняется на плацу, а в поточном массовом и крупносерийном — на конвейере. Широко распространена заливка литейных форм из ковшей (рис. 12, а–в. ) Ковши представляют собой конические и цилиндрические металлические сосуды 1, облицованные (футерованные) изнутри огнеупорами 2, цапфы которых укреплены на подвеске 3 и снабжены механизмами наклона ковшей 4. Заливка из ручных ковшей сопряжена с опасным ручным трудом и поэтому крайне нежелательна. Она может быть заменена заливкой с помощью манипулятора, например шарнирно-балансирного модели МЛ160.48.01, грузоподъемностью 160 кг, предназначенного для механизации трудоемких операций. Горизонтальное перемещение груза осуществляется вручную, а подъем — электродвигателем. Широко применяются монорельсовые конические ковши емкостью 100–800 кг и крановые: конические емкостью 1–20 т и барабанные емкостью 1–5 т. Барабанные ковши (рис. 12, а) хорошо сохраняют температуру сплава, поэтому целесообразны при производстве тонкостенных мелких и средних отливок из бронзы, стали и чугуна и в качестве раздаточных, для наполнения более мелких ковшей. Они также могут обеспечить наименьшую высоту падения струи металла при заливке; недостатком их является трудность футеровки. Чайников(рыиес. 12, б) и стопорные (рис. 12, в) ковши обеспечивают заливку форм металлом из нижней части ковша, что предотвращает попадание в форму шлака. В чайниковых ковшах шлак 2 задерживается перегородкой 1. Часто встречаются обычные конические ковши (без перегородки 1). Стопорные ковши применяют при заливке стали и высокопрочного чугуна. Разливка из них осуществляется через огнеупорный стакан 1, вставляемый в дно. Отверстие в стакане открывают и закрывают облицованным огнеупорными втулками стопором 2 с помощью рычажного механизма 3.
При заливке на плацу емкость ковшей выбирают достаточной для заливки 4– 10 мелких или 2–4 крупных форм. При конвейерной заливке емкость ковша выбирается достаточной для заливки 5–20 форм. Особо крупные формы заливают из двух и более ковшей.
Рис. 12. Оборудование для заливки форм
Магнитодинамические установки (МДУ) (рис. 12, г) представляют собой индукционную канальную печь с электрическим насосом. Ее тигель 1 имеет крышку 10 и механизм наклона (не показан). Магнитопроводы 3 с их катушками 2 создают в трубах 7 и 4 (наполненных жидким сплавом) токи, разогревающие металл. При включении обмотки 5 С-образного магнитопровода 6 электромагнитные силы вызывают движение сплава из тигля по трубам 4, 7, 8 через сливной металлопровод 9 в форму.
Ковшовые заливочные машины производят заливку путем манипулирования устанавливаемым на них ковшом.
Установка У42 с пневмовыдачей металла предназначена для разливки чугуна в массовом и серийном производстве отливок оптимального развеса 5–200 кг. Чугун вытесняется из ванны через сифон под избыточным давлением 0,07 МПа сжатого воздуха. Установка имеет индуктор для нагрева чугуна, тележки продольного и поперечного перемещения, кабину.
Ванна имеет два сифона (один для заливки, другой для выдачи чугуна) и герметизированное окно для очистки чугуна от шлака и слива чугуна наклоном ванны. Расход металла зависит от диаметра отверстия втулки в носке и уровня потока, контролируемого датчиком.
Дозаторы алюминиевых сплавов пневматические предназначены для автоматизации заливки в машины для литья под давлением с холодной камерой и в кокильные машины в крупносерийном и массовом производстве. Некоторые могут использоваться для цинковых сплавов. Эти дозаторы (рис. 12, д) имеют стальной кожух 1, футерованный огнеупорами 2, нагревательные элементы сопротивления 3, люк 4 с герметичной крышкой 5 (для заполнения жидким сплавом, очистки ванны и слива остатка сплава). Сплав вытесняется в форму 11 сжатым воздухом (подаваемым через клапаны 6 и 8 на герметичной крышке 7) через калиброванное отверстие в сливном насадке 9 с электроконтактом 10, сигнализирующем о появлении сплава в насадке. Точность дозирования 5%. Для слива сплава из ванны дозаторы имеют механизм наклона: червячную пару, гидродомкрат, пневмо-гидравлический цилиндр. Пневматические дозаторы требуют герметизации и повышают газонасыщенность сплава. Этих недостатков лишены МДУ.
5. Оборудование для выбивки литейных форм и стержней
Основной вид оборудования для выбивки форм — выбивные решетки. Решетки двухвальные инерционные (грузоподъемность самой крупной 40 т, размер полотна — 4500 3550 мм) предназначены для выбивки отливок из форм и стержней из отливок в единичном и мелкосерийном производстве. Вибрации этих решеток (рис. 13, а) создаются за счет встречного вращения двух неуравновешенных эксцентриковых валов 1 с регулируемым дисбалансом, при котором горизонтальные составляющие центробежных сил эксцентриков уравновешиваются, а вертикальные — складываются, создавая вертикальные колебания решетки и установленной на ней литейной формы с отливкой на пружинах 2. Форма периодически отрывается от решетки и затем соударяется с ней. Под действием вибрации и ударов форма разрушается, смесь проваливается сквозь ячейки решетки на транспортер, доставляющий ее в смесеприготовительное отделение на переработку, а отливка снимается с решетки и отправляется на обрубку. Решетки выбивные инерционно-ударные (рис. 13, б) отличаются тем, что форма 2 стоит на закладной раме 3, связанной с фундаментом, а решетка 1 при колебаниях на пружинах 4 (генерируемых вращающимся неуравновешенным валом 5) ударяет снизу по форме и разрушает ее.
Для выбивки особо крупных форм предназначены установки литейные выбивные, представляющие собой счетверенные решетки. Известна установка грузоподъемностью 160 т и полотно размерами 9080 7180 мм.
Выбивные транспортирующие решетки для комплексных автоматических литейных линий (рис. 13, в) не только отделяют отливку от смеси и стержней, но одновременно и транспортируют отливку вдоль полотна решетки на следующие операции. У этих решеток возмущающее усилие колебаний отклонено от вертикали и за счет его горизонтальной составляющей отливки перемещаются вдоль полотна.
Применение выбивки с предварительным выдавливанием (выпрессовкой) кома из формы позволяет уменьшить изнашивание опок, однако требует установки устройств для их очистки от смеси. Выбивная установка СВУ-8 предназначена для разрушения кома, выдавленного из литейной формы, отделения отливок от смеси и их транспортирования к разгрузочному торцу и состоит из двух каскаднорасположенных транспортирующих решеток. Грузоподъемность 8 т. Выбивка безопочных форм может производиться как решетками, так и выбивающими барабанами.
Электрогидравлические установки (ЭГУ) разрушают обычные, керамические, жидкостекольные стержни и стержни из ЖСС за счет импульсов высокого давления (до 200 МПа) гидравлических ударов, возникающих в жидкости при электрических высоковольтных разрядах между электродом 4 (рис. 13, г), перемещаемым механизмами над отливкой, и самой отливкой 1. Отливки в контейнере 3 приводом 5 опускаются в ванну с водой 2. Приведенная схема относится к ЭГУ, которая для повышения производительности имеет два контейнера с механизмами погружения; пока производится выбивка отливок в погруженном контейнере, на другом, поднятом из ванны контейнере, выгружаются выбитые отливки и загружаются новые, подлежащие выбивке. ЭГУ позволяет загружать отливки массой до 100 т и размером до 8 5 3,15 м. Производительность разных моделей колеблется от 2,5 до 16 т/ч.
Универсальные проходные ЭГУ периодического действия позволяют загружать отливки с одной стороны, а выгружать с другой стороны и встраиваются в линии, поэтому они применяются в серийном производстве.
Специализированные конвейерные полуавтоматы и карусельные полуавтоматыЭГУ имеют узкую специализацию, повышенную производительность и применяются в массовом и крупносерийном производстве.
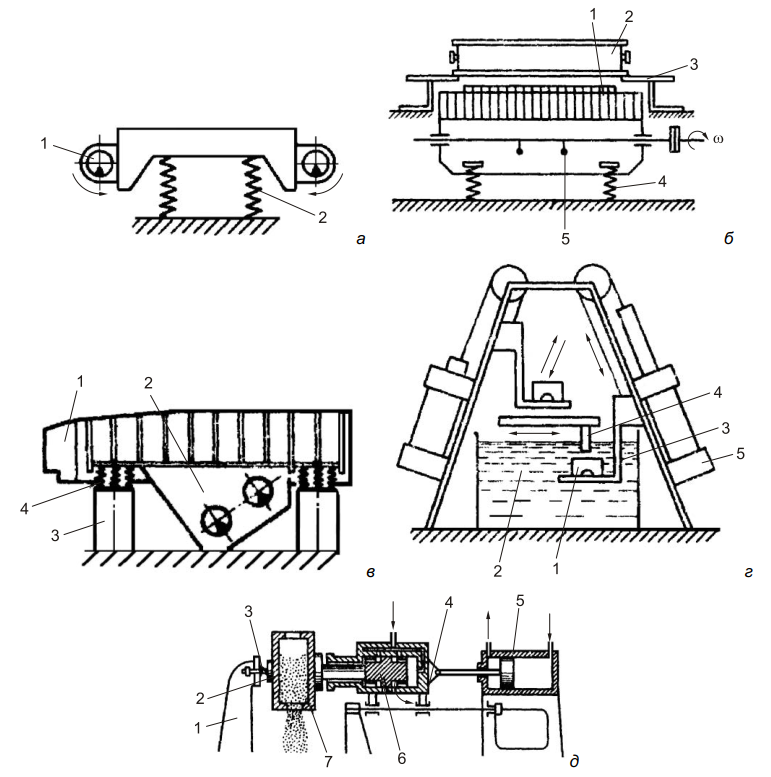
Рис. 13. Оборудование для выбивки
Для удаления стержней и первичной очистки отливки высоконапорной струей воды применяют камеры гидравлические периодического действия с грузоподъемностью тележки 50 и 100 т. Важнейшая характеристика ЭГУ и гидравлических камер — наибольшая остаточная прочность стержней, допускаемая для данной установки.
Для выбивки стержней предназначены также специальные пневматические вибрационные станки (рис. 13, д). Здесь вибратор 6 под действием пневмоцилиндра 5 скользит по направляющим 4, прижимает отливку 7 к подпружиненной пружиной 3 планке 2, расположенной на кронштейне 1. При включении вибратора стержень разрушается и высыпается из отливки. Для глушения сильного шума, создаваемого вибратором, целесообразно закрывать станок звукоизолирующим кожухом.
6. Оборудование для обрубки литья
Обрубка заключается в отделении от отливок элементов литниковой системы (литников, прибылей, выпоров), удалении заливов по разъему формы и неровностей поверхности.
Отделение литников от отливок из чугуна и стали массой до 100 кг может производиться в галтовочных барабанах. Недостаток способа — сильный шум и наличие на поверхностях отливок следов соударения. Шум сопровождает также отрезку литниковых систем дисковыми пилами трения, когда вращающийся с большой скоростью тонкий стальной диск теплотой, возникающей за счет трения, плавит металл и выносит его из реза. Литники и прибыли средних и крупных стальных отливок удаляются газокислородной резкой (подогретый газовым пламенем металл сжигается в струе кислорода), а чугунных — воздушно-дуговой резкой (металл в зоне реза расплавляется электрической дугой, откуда удаляется струей сжатого воздуха). Широко применяются установки для отрезки литников тонкими отрезными абразивными кругами с ручной подачей.
Литники мелких отливок удаляют на эксцентриковых кусачках и на ленточноотрезных станках. Можно удалять литники дисковыми фрезами на фрезерноотрезных станках. Однако при попадании в зону резания песка (что для резки отливок вполне реально) фреза быстро тупится. Литники и технологические ребра, особенно в крупносерийном и массовом производстве, отламывают на прессах.
7. Оборудование для очистки литья
Барабаны очистные галтовочные предназначены для очистки мелкого и среднего небьющегося литья, а также поковок и других изделий в цехах с любой серийностью. Барабаны периодического действия (рис. 14, а) загружаются отливками через крышку 2 металлического цилиндрического барабана 1, установленного в подшипниках на основании 4. После закрытия крышки барабан начинает вращаться под действием привода 3. Одновременно включается отсос пыли 5. Отливки перекатываются друг по другу и очищаются. Для лучшей очистки в барабан вместе с отливками могут загружаться звездочки из белого чугуна размером 20–65 мм, которые своими острыми углами скребут поверхность отливок.
Барабан очистной галтовочный непрерывного действия обеспечивает предварительную очистку поверхностей литых и кованых деталей, не бьющихся и не деформирующихся при галтовке, от формовочной смеси, пригара и окалины, а также выбивку несложных стержней и отбивку литников.
Детали, предназначенные для очистки, поступают по транспортеру через передний конус в полость вращающегося барабана, цилиндрическая часть которого имеет перфорацию, позволяющую выводить из барабана остатки горелой земли, окалины, пригара, мелкого скрапа. Очищенные детали при вращении барабана выгружаются через задний конус на транспортер.
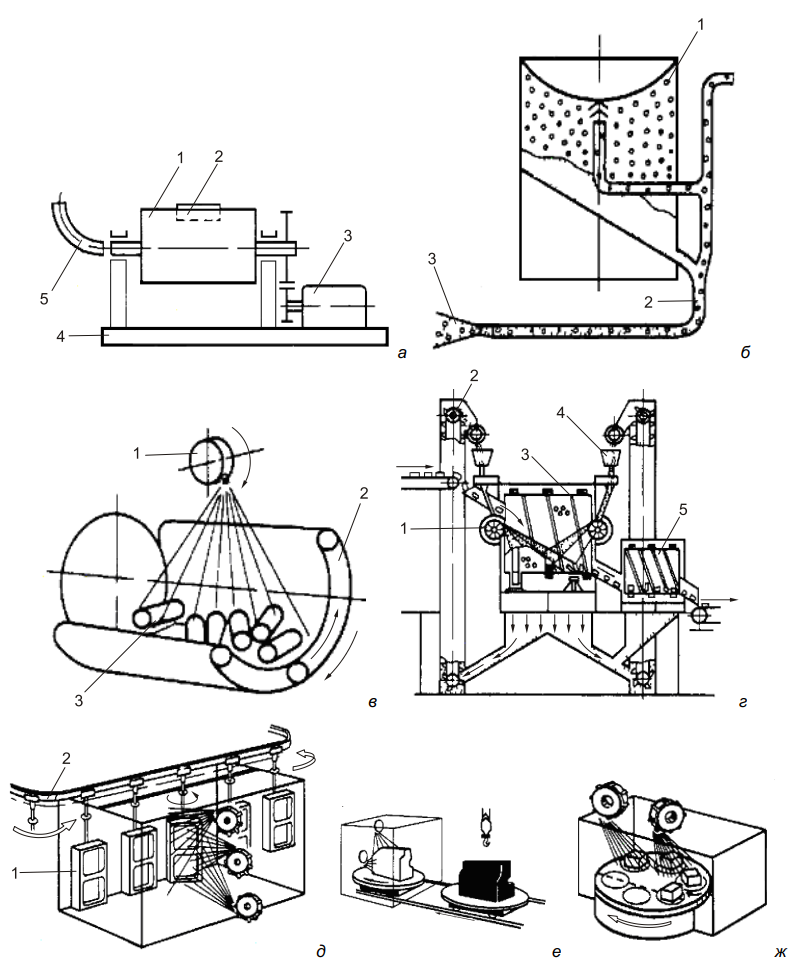
С целью защиты обслуживающего персонала от пыли барабан закрыт кожухами с отверстиями для подключения к вентиляционной системе цеха.
Широкое применение находит дробеметная очистка поверхности отливок от пригара и окалины потоком стальной, чугунной и другой дроби. Поток дроби (факел) создается в дробеметных аппаратах за счет центробежных сил, возникающих при подаче дроби на радиально направленные лопатки вращающегося диска. При дробеструйной очистке дробь направляется на отливку потоком сжатого воздуха. Дробеметная очистка в 10 раз эффективнее дробеструйной при значительно меньшем расходе электроэнергии. В одной установке может применяться несколько дробеметных аппаратов. Разгоняясь под действием центробежной силы до 80 м/с лопатками рабочего колеса дробь (до 800 кг в минуту) выбрасывается в виде веера (факела), направление которого может регулироваться.
Аппараты очистные дробеструйные (рис. 14, б) используются для комплектования дробеметных камер с целью очистки тех поверхностей сложных отливок, до которых не «достать» потокам дроби дробеметных аппаратов, поскольку дробеструйное сопло более маневренно. Они также применяются самостоятельно. Поток сжатого воздуха в смесительной камере 1 захватывает дробь и по гибкому шлангу
2 направляет ее в сопло 3 с производительностью 30 кг/мин. Радиус действия струи — 5 м.
Барабаны очистные дробеметные конвейерные, периодического действия с пластинчатым металлическим или ленточным эластичным конвейером (рис. 14, в) предназначены для очистки от пригара и окалины поверхностей отливок, освобожденных от стержней, и поковок, не подверженных бою и деформации при галтовке в серийном производстве. Детали 3 скиповым подъемником загружаются на конвейер 2, который кантует детали путем их галтовки под потоком дроби из дробеметного аппарата 1. Выгрузка деталей в емкость, тележку или на транспортер производится реверсированием конвейера.
Барабаны, позволяющие совместить процессы выбивки стержней и очистки поверхности, отличаются наличием усиленной системы очистки дроби с электромагнитной и воздушной ступенями.
Барабаны очистные дробеметные непрерывного действия (рис. 14, г) служат для очистки отливок и поковок от пригара и окалины на автоматических и поточных линиях. Детали через загрузочную воронку подаются в очистной барабан 3 и продвигаются в нем под потоком дроби из аппаратов 1, затем попадают в отделительный барабан 5, где из отливок извлекается дробь, и по лотку поступают на цеховые транспортные средства. Отработанная дробь с продуктами очистки элеваторами 2 подается в систему сепарации 4. Очищенная дробь снова поступает в дробеметные аппараты.
Камеры очистные дробеметные периодического действия (рис. 14, е) предназначены для очистки дробью поверхностей средних, крупных, тяжелых и особо тяжелых отливок в литейных цехах с единичным, мелкосерийным и серийным производством. Обрабатываемые отливки должны быть освобождены от стержней, литниковой системы и формовочной смеси. Камеры проходные, с двумя напольными тележками, что повышает их производительность. Загрузка и разгрузка отливок на поворотный стол тележки производится цеховыми подъемно-транспортными механизмами. Тележка с отливками закатывается в камеру, ворота закрываются, включаются вытяжная вентиляция и механизмы агрегата сепарации. Столу тележки придается вращательное или возвратно-поступательное (челночное) движение.
Рис. 14. Оборудование для очистки литья
При необходимости выполняется доочистка труднодоступных поверхностей с помощью дробеструйных аппаратов. Очищенные отливки выкатывают на тележке из камеры, кантуют на 180° и снова направляют в камеру на очистку с другой стороны. Самая большая из этих камер позволяет очищать отливки массой до 150 т, габаритными размерами до 10 6,5 4 м; производительность камеры от 19,5 до 36,5 т/ч.
Камеры очистные дробеметные, непрерывного действия с вращающимися подвесками (рис. 14, д) предназначены для очистки чугунных и стальных отливок от пригара и окалины с одновременной выбивкой стержней и для очистки поковок в массовом, крупносерийном и серийном производстве. Очищаемые заготовки 1 проходят по камере на вращающихся (для всесторонней очистки) относительно вертикальной оси подвесках монорельсового конвейера 2.
Камеры очистные дробеметные, периодического действия, с вращающимися подвесками служат для очистки поковок и отливок в единичном, мелкосерийном и серийном производстве. На позиции загрузки заготовки подвешивают на вращающуюся подвеску и по монорельсу транспортируют в камеру. Затем ворота камеры закрывают, включают привод вращения подвески и дробеметные аппараты. После окончания очистки дробеметные аппараты и привод вращения подвески отключают, открывают вторые ворота камеры и заготовку транспортируют на позицию разгрузки. Такие же камеры, но оснащенные системой усиленной очистки дроби от пыли, и позволяют очищать отливки и одновременно выбивать стержни.
Камеры периодического действия тупиковые с вращающимися подвесками имеют одни ворота. Выпускаются также камеры периодического действия, проходные, с вращающимися подвесками для очистки поверхностей и выбивки стержней.
Камера очистная дробеметная, периодического действия, универсальная предназначена для очистки мелких и средних чугунных и стальных отливок от пригара, поковок, штамповок и других деталей от окалины после термической обработки, перед покрытием, а также для создания на деталях поверхностного наклепа в цехах и на участках с единичным, мелкосерийным и серийным производством. Камера обладает широкими технологическими возможностями, высокой производительностью благодаря применению дробеметной обработки отливок на подвеске, вращающемся столе и в колоколе-барабане, причем каждое устройство может быть установлено на любую дверь, что позволяет объединить в одной установке преимущества камер с подвесками, барабанов периодического действия и столов.
Конструкция камеры обеспечивает возможность очистки тонкостенных, подверженных бою и деформации отливок любой сложности. Имеется специальное приспособление «передаточный крюк», при помощи которого осуществляется перенавешивание детали с крюка цехового крана на крюк подвески.
Камера дробеметная, периодического действия, универспарлеьдннааязначена для очистки чугунных и стальных отливок от пригара с одновременной выбивкой стержней, поковок, штамповок и других деталей от окалины после термической
обработки и перед гальваническим покрытием в цехах разносерийного производства, в том числе подлежащих реконструкции. В зависимости от набора грузонесущих устройств возможно четыре варианта исполнения камеры: с одной напольной
тележкой; с одной напольной тележкой и поворотным краном; с одной напольной тележкой и двумя поворотными кранами; с двумя напольными тележками. Поворотный кран загружает и разгружает тележки, транспортирует отливки на позицию очистки и вращает их в процессе обработки. Камера имеет двое ворот.
При очистке на дробеметных столах (рис. 14, ж) изделия укладываются на стол, при повороте которого они уходят в зашторенное пространство, где подвергаются воздействию потока дроби, затем выходят из-за шторы, переворачиваются для очистки противоположной стороны и после повторного выхода из-за шторы снимаются со стола.
Камера очистная дробеструйная периодического действия служит для очистки мелких отливок, поковок, штамповок и термически обработанных деталей от окалины и оксидной пленки в ремонтных, инструментальных, термических и других цехах. Детали укладывают вручную на решетку камеры, дверь закрывают, и оператор в резиновых перчатках вводит руки через фартук камеры и, вручную манипулируя деталями и пистолетом, выполняет очистку, наблюдая за ней через стекло. Очистка мелких деталей производится во вращающемся колоколе на правой двери камеры. Загрязненный воздух отсасывается через вентиляционный короб в циклон, предназначенный для осаждения пыли.
Камера очистная гидропескоструйная, периодического действия, с ручным управлением почти не отличается от дробеструйной. Конструкция таких камер более сложна, работа менее стабильна, но не создает пыли.
Для очистки деталей от пригара, окалины, ржавчины, для снятия заусенцев, притупления острых кромок, для удаления заливов с отливки при литье под давлением применяют машины и полуавтоматы очистные вибрационные с прямолинейной рабочей камерой и тороидально-винтовой рабочей камерой. Наибольшая масса очищаемых отливок до 1,0 кг. Виброобработка заключается в интенсивном перемешивании с помощью вибрации обрабатываемых деталей, абразива-наполнителя (обрабатывающих тел различной формы в зависимости от выполняемой операции) и рабочей жидкости, активно влияющей на процесс обработки. Процесс напоминает галтовку в барабанах. Колебания камер создаются с помощью дебалансных вибраторов.
8. Оборудование для зачистки поверхностей отливок
Зачистку поверхностей отливок от остатков заливов по разъему формы, литников, питателей, выпоров, прибылей, пригара, выглаживание мест заварки часто еще выполняют с помощью ручного инструмента: рубильных пневматических молотков; пневматических шлифовальных ручных машин: прямых (рис. 15, а), угловых (рис. 15, б) и торцовых (рис. 15, в); электрических шлифовальных машин: прямых и угловых. Встречается также зачистка дисками трения и электроконтактная.
Применения ручного инструмента следует всячески избегать, т. к. оно сопряжено с тяжелым физическим трудом в пыльной и дымной атмосфере и с низкой произ-
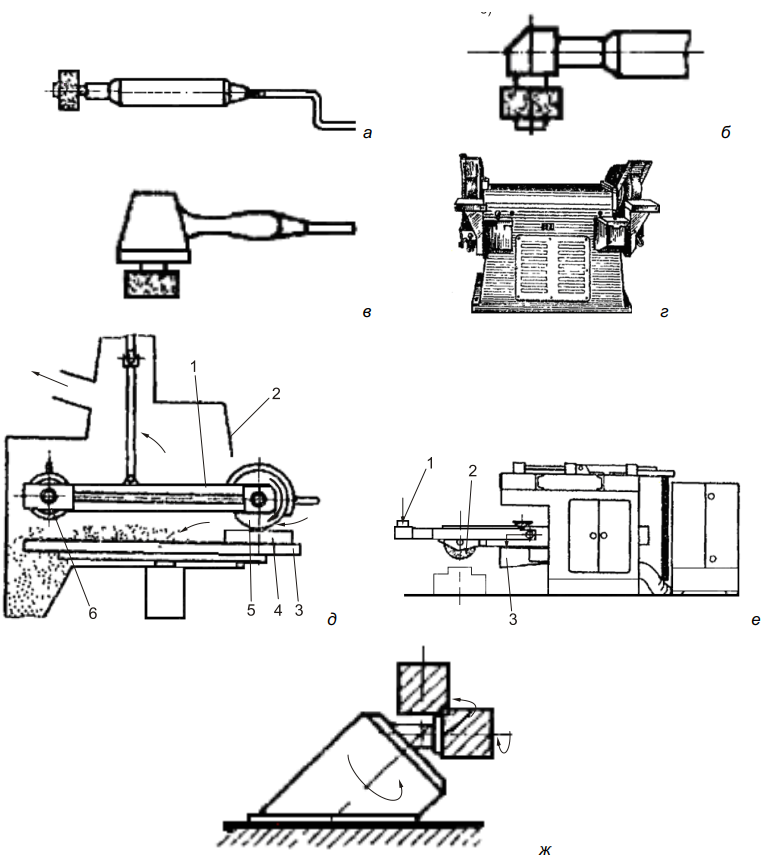
водительностью (малым съемом металла в единицу времени, поскольку для большого съема требуются крупные тяжелые абразивные круги с большими силами реакции при их работе, что неприемлемо для ручного инструмента).
Рис. 15. Оборудование для зачистки отливок
Ручной инструмент допустим только в единичном и серийном производстве отливок с небольшими дефектами поверхности и с массой свыше 5–8 кг, которыми тяжело манипулировать вручную. Дефекты мелких отливок зачищают на обдирочношлифовальных станках (наждаках) (рис. 15, г). Тяжелые отливки, требующие
большого съема металла, зачищают на подвесных точилах (рис. 15, д), у которых электродвигатель 6 на коромысле 1, подвешенном на тележке, катающейся по монорельсу, уравновешивает головку с абразивным кругом 5. Отливкой 4 манипулируют с помощью кантователя или поворотного стола 3. Как и у всех других абразивных зачистных установок здесь имеется мощный отсос для удаления из кабины 2 дыма и пыли.
Масса подвесных точил значительна, поэтому для механизации перемещения такой массивной системы созданы станки с гидравлическими следящими приводами для перемещения круга по трем координатам (рис. 15, е). Рабочий, прикладывая к рукоятке 1 небольшое усилие, открывает золотники, через которые в цилиндры или гидродвигатели приводов поступает от насоса масло под давлением. Соответствующий привод перемещает круг 2 и жестко связанный с ним корпус золотника, закрывая ход маслу. Так осуществляется элементарный акт перемещения. Пыль и дым отсасываются в патрубок 3.
Механизированные комплексы для абразивной зачистки отливок управляются рукояткой с пульта без обратной связи, поэтому играют роль шлифовальных станков. Для поворачивания отливки оснащаются кантователями или подъемно-поворотными столами. Для пространственной кантовки отливок массой до 500 кг при зачистке выпускается манипулятор (рис. 15, ж), который поворачивает отливку, зажатую кулачками за внутреннюю или наружную поверхность, вокруг оси, которая может быть вертикальной или наклоняться на 90° и становиться горизонтальной.
Современный этап деятельности фирм, выпускающих технологическое оборудование, характеризуется выпуском комплексов машин, обеспечивающих производство разных видов изделий от начала до конца и придания этим комплексам гибкости, т. е. возможности приспособления к различным условиям производства, разным однотипным изделиям, к разным производственным помещениям с неодинаковым уровнем механизации и автоматизации (в зависимости от серийности производства).
9. Оборудование для литья в оболочковые формы
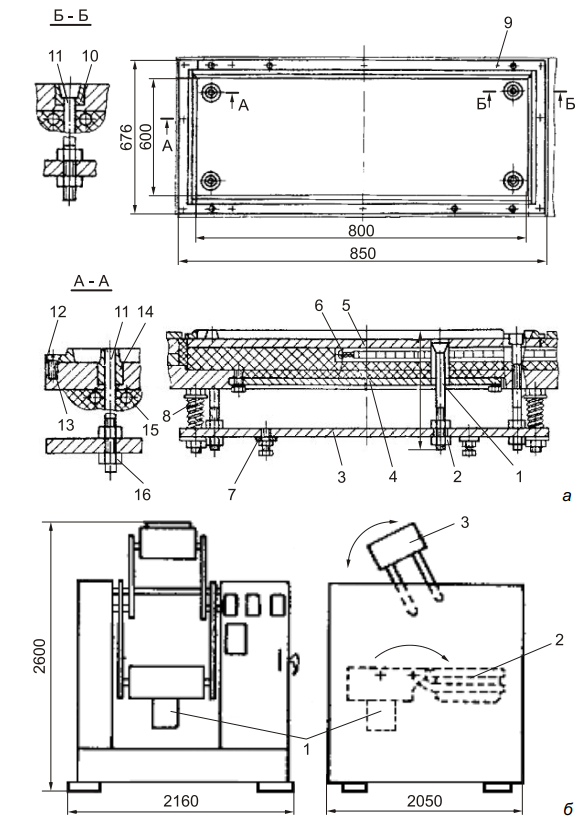
При оболочковом литье формовочная смесь состоит из кварцевого песка и термореактивной смолы. При насыпке смеси на нагретую металлическую модельную плиту смола плавится в слое смеси, примыкающем к плите, связывая песчинки в полутвердую оболочку (скорлупку) с толщиной стенки 6–15 мм. Для окончательного твердения оболочки плиту с оболочкой помещают в печь, после извлечения из которой оболочковую полуформу снимают с плиты, склеивают со второй полуформой, заформовывают в ящики с дробью или песком и заливают сплавом.
У стандартной модельной плиты (рис. 16, а) металлические модели крепятся к плите 5. Прижимная плита 4 объединяет элементы конструкции в целое. Плита выталкивателей 3 объединяет в единое целое выталкиватели 1 и 11, которые крепятся гайками 2 и 16, возвратные пружины 8, платики 7 для ввинчивания болтов-упоров плиты выталкивателей. Планки торцевые 12 и боковые 9 ограничивают полуформу по периметру и предотвращают отслаивание неотвердевшей оболочки при подъеме с бункера; они крепятся винтами 13. Модели фиксаторов — центрирующих выступов 10 и углублений 14 запрессованы в плиту 5. В плиту встраиваются трубки охлаждения 15 и термопара 6.
Рис. 16. Оборудование для оболочкового литья
Машина для изготовления оболочковых полуформ гравитационным способом (рис. 16, б) в серийном и массовом производстве точных отливок из черных и цветных сплавов работает следующим образом. Толкатели нагретой металлической модельной плиты, закрепленной на модельной раме 1, опускаются вниз, рама вращается электроприводом и накрывает бункер 2 со смесью кварцевого песка и термореактивной смолы. Далее они поворачиваются вместе. При повороте рамы на 360° открываются жалюзи бункера и смесь падает на горизонтальную плиту. Одновременно включаются вибратор для уплотнения смеси на плите и реле времени. Смола смеси плавится и склеивает зерна песка в слое, толщина которого зависит от времени выдержки, отсчитываемого реле времени. После необходимой выдержки бункер и модельная рама возвращаются в исходное (рис. 16, б) положение, у печи 3 зажигаются газовые горелки и она опускается на модельную плиту для окончательного отверждения оболочковой полуформы, после чего горелки печи гаснут и она возвращается в верхнее положение. Толкатели поднимаются вверх и снимают с плиты оболочковую полуформу, убираемую вручную. Размеры рабочей части плиты 800 630 мм, производительность — не менее 25 полуформ в час.
Известна машина для склеивания оболочковых полуформ, выполняющая нанесение дозатором клеящего порошка на плоскость разъема горячей полуформы. Затем полуформа возвращается на позицию загрузки, где устанавливают стержни, и первая полуформа накрывается второй, после чего форма поступает под пресс, где полуформы сжимаются подпружиненными штырями, приводимыми в действие пневмоцилиндром.
Для мелкосерийного производства применяется робототехнический комплекс (РТК), включающий манипуляторы для съема и транспортировки полуформ, сборки форм и передачи их на конвейер и промышленные роботы для установки форм на стеллажи. РТК освобождает людей от ручной работы в зоне высоких температур с загазованной атмосферой, сокращает численность работающих, в 1,5 раза повышает производительность и решает экологические вопросы.
Основу линии для изготовления оболочковых форм из сухих термореактивных смесей в серийном и массовом производстве составляют четырехпозиционная карусельная машина для изготовления полуформ и машина для склеивания полуформ. Первая на всех позициях имеет газовые печи; на позиции формования печь подъемная. Оболочки формуются гравитационным способом при помощи поворотного бункера с затвором. Съемник полуформ кантует их и укладывает на приемный стол тележки машины для склеивания, где на разъем «низа» дозатором наносится клей, полуформы соединяются сборщиком-кантователем и сжимаются подпружиненными штырями на четырехпозиционном карусельном агрегате прессования. Стержни устанавливаются на специальной позиции. Готовые формы выталкиваются на приемник и удаляются вручную.
10. Оборудование для литья по выплавляемым и выжигаемым моделям
При литье по выплавляемым моделям литейную форму получают нанесением огнеупорного покрытия на модель из легкоплавких (например, смеси парафина и стеарина) или растворимых материалов. Модель из формы удаляют выплавлением или растворением, и поэтому форма не нуждается в разъемах. Способ находит широкое применение в массовом и серийном производстве отливок небольшой массы и размеров из цветных и черных сплавов.
При этом способе у отливки отсутствуют заливы по контуру разъемов, т. к. форма не имеет разъемов, и размеры ее более точны, чем при литье в песчаные формы, поскольку здесь исключены основные причины потери точности: расталкивание формы моделью, перекос формы, подъем верхней опоки, раздутие формы и т. д. Отверстия, за исключением очень узких и длинных, получают без применения стержней. Точность размеров отливок находится в пределах 11–14-го квалитетов, а шероховатость поверхностей не более Rz100. Способ длителен, трудоемок и дорог, но оправдывается во многих случаях тем, что отливки почти не нуждаются в механической обработке. Этим способом отливают многочисленные изделия, которые прежде изготавливали сложной механической обработкой, а также различные режущие инструменты из сплавов, не поддающихся обработке резанием. Получаемый описанным способом литой инструмент нуждается лишь в заточке его режущей кромки на абразивном круге.
При изготовлении этим способом турбинных лопаток трудоемкость механической обработки уменьшается на 60–70%, а себестоимость — на 45–60%. Наиболее целесообразно изготавливать рассмотренным способом тонкостенные детали сложной и особо сложной конфигурации, представляющие собой по существу целые узлы.
Пресс-формы для изготовления моделей чаще всего выполняют из металла; при умеренных требованиях к точности размеров отливок их можно делать из пластмасс, гипса и др. В серийном производстве применяются немеханизированные пресс-формы (рис. 17), сборку, разборку и извлечение моделей из которых выполняют вручную.
Пресс-форма состоит из нижней части 1, во вставках которой 3 выполнена форма для сложной части модели, и верхней части 2. Стержни 4 служат для получения отверстий. Конструктивные элементы, характерные почти для всех пресс-форм: литниковая система 5 и 6, центрирующие штыри 10 (для точного совпадения контура моделей, располагающихся в нижней 1 и верхней 2 частях пресс-формы), откидные болты с гайками-барашками 11 (для скрепления частей пресс-формы перед запрессовкой модельного состава).
Для извлечения моделей из этой пресс-формы необходимо вынуть стержни 4, ослабив гайки 11, откинуть болты, снять верхнюю часть 2, извлечь фиксаторы 8, опустить нижнюю часть 1 до плиты 9. При этом модели останутся на толкателях 7. Пресс-формы для производства моделей на автоматах похожи на применяемые при литье под давлением (см. далее). Их конструкции стандартизированы.
Перечислим основные этапы технологии литья по выплавляемым моделям (рис. 18).
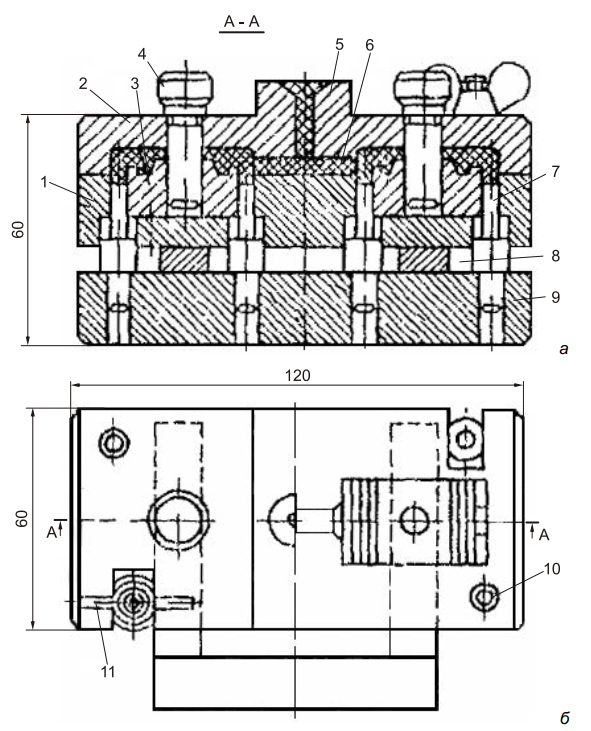
Рис. 17. Немеханизированная пресс-форма
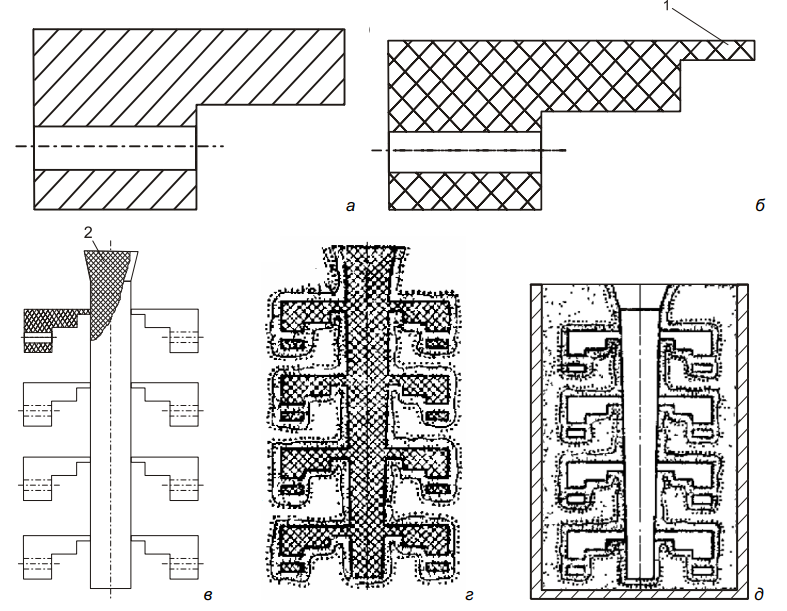
Рис. 18. Отливка (а), выплавляемая модель (б), блок (в), блок с покрытием (г), литейная форма (д)
- Приготавливают модельный состав.
- Модели (рис. 18, б) с питателями 1 для отливок (рис. 18, а) изготавливают на десятипозиционном карусельном автомате с производительностью 400 запрессовок в час или на однопозиционном автомате с производительностью 63 запрессовки в час. В единичном, мелкосерийном и серийном производстве модели получают в неавтоматизированных прессформах на установке, где прессформы заполняют шприц-машиной или ручным шприцем, после чего ставят на десятипозиционный карусельный стол. Для производства выжигаемых пенополистирольных моделей в крупносерийном и массовом производстве применяют автомат, а для изготовления пенополистирольных звеньев и блоков — автоматическую линию.
- Изготавливают модельные блоки (рис. 18, в) припайкой модельных звеньев к общему стояку литниковой системы 2 для увеличения металлоемкости литейной формы.
- Приготавливают огнеупорное покрытие литейной формы. Для этого применяют установку или агрегат, который непрерывно готовит суспензию из пылевидного кварца, этилсиликата, воды и ацетона. Используется также агрегат для хранения и транспортировки огнеупорного покрытия.
- Наносят несколько слоев огнеупорного покрытия на модельные блоки в автоматах погружением блоков в емкость с клейким составом, а затем — в псеводокипящий слой песка (через который снизу пропускается сжатый воздух; песчинки разделены воздухом и блоки погружаются в песок без значительного сопротивления) или в автоматах пескосыпами. Сушат каждый слой (которых бывает от двух до семи) два-три часа.
- Модельный состав выплавляют горячей водой в ванне, а в крупносерийном и массовом производстве — в установке или паром в бойлерклаве. Последний требует выполнения ручных операций, поэтому должен применяться лишь там, где другие способы неприемлемы из-за больших потерь форм или модельного состава. Для изготовления форм в мелкосерийном и серийном производстве подойдет комплекс 64011, а в крупносерийном — линия 64001.
- Керамические формы формуют в ящики 3 (рис. 18, д) с дробью или песком на формовочном столе. Возможна также заливка без заформовывания, при этом для повышения прочности форм количество слоев керамики увеличивается.
- Керамические формы прокаливают для удаления из них влаги и остатков модельного состава, наличие которых привело бы к браку. Для этой цели применяют электрические или газовые печи. Формовку, прокаливание, заливку блоков и охлаждение отливок в крупносерийном и массовом производстве обеспечивают линии.
- Формы заливают как обычно.
- Выбивают отливки из ящиков с дробью на выпускаемой установке.
- Отделяют керамику от отливок пневматическим вибратором. Применяется также дробеметная очистка.
- Выщелачивание проводят для растворения остатков огнеупорного покрытия из труднодоступных мест в теплом растворе щелочи в выпускаемой установке.
- Обрубку, очистку и исправление дефектов производят обычными (см. ранее) методами.
Разработан технологический процесс и комплекс автоматического оборудования для изготовления 1–1,5 тыс. т отливок в год по выжигаемым моделям. Комплекс включает: автоматическую линию (АЛ) изготовления модельных блоков; автомат для изготовления моделей литниковой воронки и колпачка; АЛ для изготовления модельных блоков; механизированную линию приготовления и хранения суспензии; печь для выжигания моделей и прокаливания форм; АЛ обжига, формовки, заливки форм и охлаждения отливок; полуавтоматическую линию отбивки керамики и отделения отливок; агрегат выщелачивания керамики 6А95; печи для термической обработки отливок; прессы-автоматы для обрубки питателей; плавильные печи; установки для отделения керамики. Комплекс обеспечивает автоматизацию основных операций и существенное улучшение условий труда, а по сравнению с литьем по выплавляемым моделям снижает трудоемкость на 30%, себестоимость на 25–30%, производственные площади на 20–30%, длительность цикла на 50%.
11. Оборудование для литья под давлением
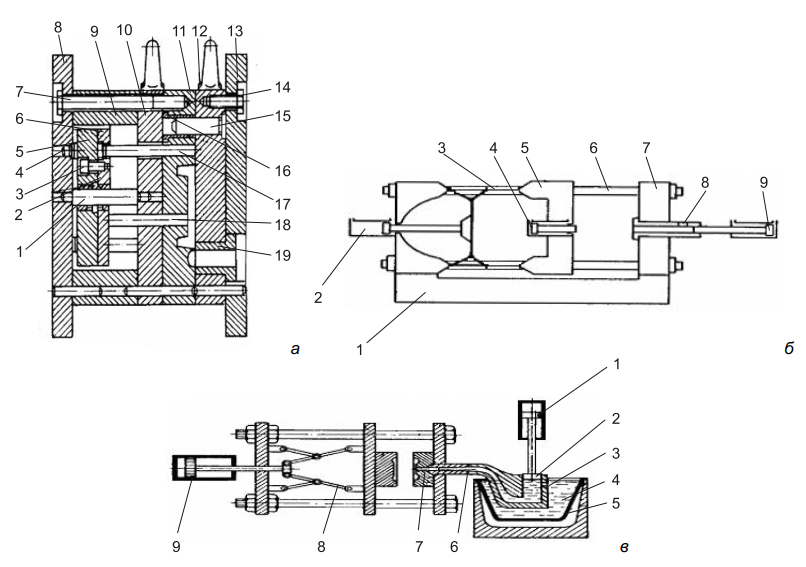
При литье под давлением литейная форма заполняется сплавом под большим давлением (200–250 МПа), которое создается прессующим поршнем. Все элементы литейной формы (называемой пресс-формой), в том числе стержни, изготавливают из металлов. Высокие давления в пресс-форме стремятся раскрыть ее, поэтому механизм закрытия пресс-форм машины должен обеспечивать надежное удержание пресс-формы в замкнутом состоянии; часто он построен на основе мощных рычажных самотормозящих систем. Вследствие действия больших давлений и усилий все манипуляции с пресс-формой (открытие, закрытие, выталкивание отливки, вставка и вытяжка стержней и др.) выполняются только машиной.
Пресс-формы очень сложны, трудоемки и дороги. Поэтому литье под давлением применяется в основном в массовом и крупносерийном производстве отливок преимущественно из цветных (цинковых, алюминиевых, медных, магниевых) сплавов, которые при заливке имеют температуру, гораздо меньшую, чем у черных. Если в некоторых местах отливки требуются, например, повышенная твердость, прочность, износостойкость и т. д. их армируют, вставляя в нужные места стальные, бронзовые и другие вкладыши. Универсальный блок (пресс-форма) для машин с горизонтальной холодной камерой прессования (рис. 19, а) устроен так. На неподвижной плите крепления 13 устанавливаются неподвижная обойма 12 с литниковой втулкой 19, закрепляемая болтами 14, и две колонки 15 для центрирования (совпадения) обеих полуформ (обойм). Колонки 15 при смыкании половин прессформы входят в направляющие втулки 16, запрессованные в подвижную обойму
11. Подвижная обойма вместе с подкладной плитой 10 и стойкой 9 закрепляется болтами 7 на подвижной плите крепления 8, устанавливаемой на подвижной плите машины; неподвижная обойма устанавливается на неподвижной плите машины. После кристаллизации отливки подвижные плита и обойма перемещаются влево, раскрывая пресс-форму (блок). После этого гидроцилиндр выталкивания машины двигает вправо по колонкам 1 на втулках 2 плиту выталкивателей 6 и скрепленную с ней винтами 3 плиту съема 5, несущую систему выталкивателей 18 и колонок возврата 17. При этом отливка выталкивается из подвижной обоймы. При смыкании пресс-формы колонки возврата, упираясь в плоскость разъема неподвижной обоймы, отводят плиту с толкателями в исходное положение, до упоров 4.
Рис. 19. Оборудование для литья под давлением
Стойкость пресс-форм (в тысячах запрессовок) может достигать для цинковых сплавов 300–500, для магниевых 80–100, для алюминиевых 30–50 и для медных 5–20. Наиболее широко применяются машины с холодной горизонтальной камерой прессования, позволяющие получать отливки массой до 50 кг (при литье алюминиевых сплавов), с числом холостых циклов в час от 300 до 21. На станине 1 таких машин (рис. 19, б) по направляющим 6 под действием самотормозящей рычажной системы 3, приводимой в действие гидравлическим цилиндром 2, перемещается подвижная плита 5 с гидровыталкивателем 4. На этой плите устанавливается подвижная часть пресс-формы. Неподвижная часть пресс-формы помещается на неподвижную плиту 7 с камерой прессования 8, куда заливается порция сплава, загоняемая в пресс-форму пресс-поршнем цилиндра 9.
Имеются машины с вертикальной холодной камерой прессования, отличающиеся меньшими габаритами, но имеющие более длительный цикл и меньшую производительность. Во многих случаях имеющиеся на заводах вертикальные машины заменяют горизонтальными.
Машины с горячей камерой прессования (рис. 19, в) отличаются высокой производительностью. Камера прессования 4 находится в тигле 5 с расплавленным металлом. Части пресс-формы 11 в момент прессования сжаты гидроцилиндром 9 через рычажный механизм запирания 8 между подвижной 10 и неподвижной 12 плитами. При движении прессового поршня 2 вниз под действием гидроцилиндра 1 сплав движется по металлопроводу 6, мундштуку 7 и заполняет пресс-форму. После затвердевания отливки поршень идет вверх, и остатки сплава сливаются в камеру прессования, а сплав из тигля через открывшееся отверстие 3 наполняет камеру. Подвижная плита отводится влево механизмом запирания машины, отливка выталкивается из пресс-формы. Затем пресс-форма обдувается, смазывается, смыкается и цикл повторяется. Машины-автоматы для литья под давлением с горячей камерой прессования предназначены для получения отливок из цветных сплавов (цинковых, оловянных, свинцовых) в серийном и массовом производстве. Машина 713А05М в автоматическом режиме производит обдувку, смазку и запирание пресс-формы, впрыск металла, выдержку времени кристаллизации отливки, раскрытие пресс-формы, выталкивание отливки. Масса заливаемой порции цинкового сплава составляет 1,8 кг. Время холостого цикла — не более 3 с. Эти машины применяют только при литье легкоплавких сплавов (свинцово-сурьмяных, оловянных, цинковых и магниевых, которые малоагрессивны к железу), т. к. высокая температура и агрессивная среда жидких металлов делают стойкость прессующего узла, находящегося в жидком сплаве с более высокой температурой плавления, неприемлемо низкой. Специальные заливочно-дозирующие агрегаты не нужны.
Комплексы автоматизированные для литья под давлением включают базовую машину и оборудование с различной степенью механизации разного количества околомашинных операций (от одной-двух до всех): дозатор для заливки сплава пневматический, магнитодинамический, механический (рис. 20), иногда вместе с печью; механизм или манипулятор для удаления отливки из машины; устройство для обдувки и смазывания пресс-формы; пресс для обрезки литника и облоя; устройство для контроля параметров технологического процесса; устройство для охлаждения отливок; устройство смазывания камеры прессования; систему термостатирования пресс-формы.
Перечисленное оборудование поставляется и без машины, в комплектах средств околомашинной механизации, выпускаемых для механизации и автоматизации действующих на заводах машин литья под давлением. Поставляются не только полные комплекты, но и отдельные агрегаты из них.
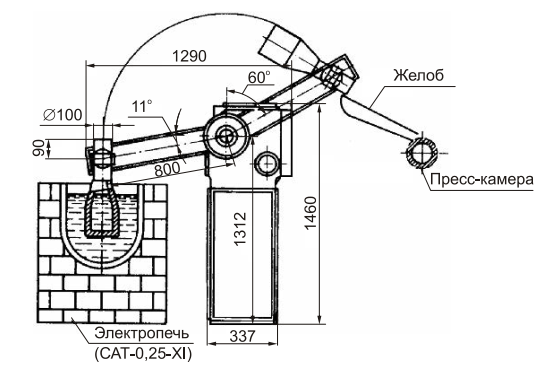
Рис. 20. Механический дозатор
12. Оборудование для литья в металлические формы, под низким давлением и для центробежного литья
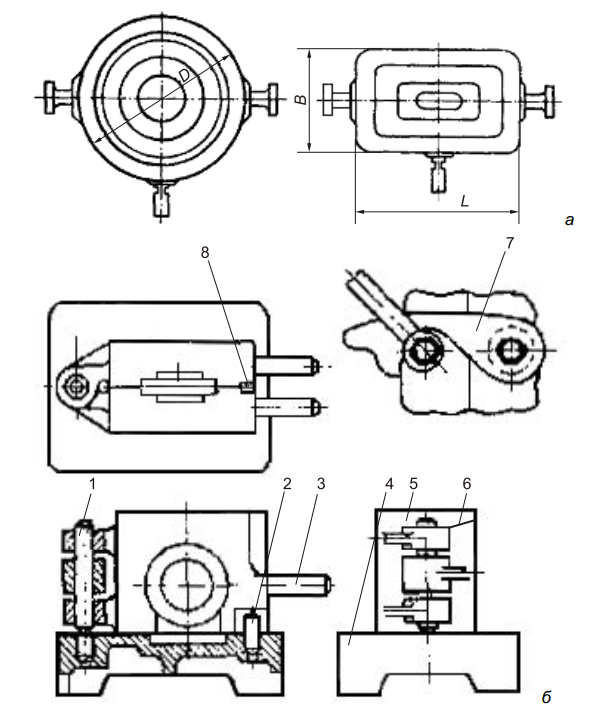
Отливки, залитые в металлические формы (кокили), имеют бóльшую точность размеров и меньшую шероховатость поверхности, чем при литье в песчаные формы, а также требуют меньшего припуска на механическую обработку. Структура металла получается более мелкозернистой, вследствие чего повышается его прочность; кроме того, устраняется необходимость в формовочном и смесеприготовительном хозяйстве, улучшаются технико-экономические показатели производства и санитарно-гигиенические условия труда. К недостаткам способа относятся: большая стоимость изготовления формы; повышенная теплопроводность формы, приводящая к пониженной заполняемости форм металлом вследствие быстрой потери жидкотекучести, к получению поверхностного отбела у чугунных отливок, что затрудняет их механическую обработку; отсутствие податливости создает опасность возникновения в отливке трещин за счет усадки при несвоевременной выбивке. В целях получения качественной отливки и удлинения срока службы кокиль в процессе работы поддерживают в нагретом состоянии и покрывают огнеупорной облицовкой и теплоизолирующим покрытием (краской). Рабочая температура формы зависит от заливаемого сплава и находится обычно в пределах 100–300°. При литье в кокиль цветных сплавов стержни могут быть металлические; при литье чугуна и стали — песчаные, разовые. Кокили представляют собой многоразовые металлические литейные формы, заполняемые свободной заливкой.
При литье средних по величине отливок чугунные кокили выдерживают 0,1– 0,3 тыс. заливок стали, 1–3 тыс. заливок чугуна, 1–8 тыс. заливок медных сплавов, десятки тысяч заливок алюминиевых сплавов. Кокили из стали выдерживают 0,5– 3 тыс. заливок медных сплавов для средних отливок и 0,4–1 тыс. заливок для крупных чугунных отливок. Кокили бывают вытряхные, створчатые, с параллельным
разъемом, с несколькими разъемами. Первые три типа стандартизованы. Вытряхные кокили (рис. 21, а) применяются в производстве разной серийности для отливок простой формы. Имеющиеся на отливках поднутрения выполняются при помощи стержней. Для извлечения (вытряхивания) отливки эти кокили за ручку 3 поворачивают на 180° на цапфах 1, залитых в корпусе кокиля 2. Створчатые кокили (рис. 21, б) состоят из двух полуформ 5 и 6, соединенных колонкой 1 на основании 4. Штифт 2 фиксирует угловое положение полуформ на основании. Ручки 3 служат для раскрытия кокиля поворотом полуформы относительно колонки 1.
Произвольное раскрытие кокиля предотвращает замок 7. При заклинивании кокиля его раскрывают ломиком, вставляемым в паз 8. Рекомендуемые конструкции и размеры выталкивателей вытряхных и створчатых кокилей приведены в стандартах. Створчатые кокили применяют для отливок, форма которых позволяет раскрывать кокиль поворотом полуформы относительно оси колонки (например, круглых с осью, лежащей в плоскости разъема или с достаточными уклонами в одной полуформе).
Рис. 21, а и б. Конструкции кокилей
Рис. 21, в и г. Конструкции кокилей
Кокили с параллельным разъемом, одна полуформа которых представлена на рис. 21, в, предназначены для машин с одной подвижной и одной неподвижной плитой. Отливки здесь извлекают выталкиватели 7, объединенные винтами 6 и плитами 4 и 5 в одно целое с контртолкателями 3. Выталкивание производится действием на плиты выталкивателей машины. В исходное положение выталкиватели возвращаются при смыкании машиной половин кокиля. Торчащие за плоскость разъема контртолкатели при сближении половин кокиля упираются в плоскость разъема и возвращают выталкиватели в их гнезда. Лапы 1 служат для крепления полуформы к плите машины, уши 2 с отверстиями — для установки центрирующих штырей. Конструкции и размеры элементов кокилей приведены в стандартах. Для удаления металлических стержней из отливок в кокили могут быть встроены гидравлические или пневматические цилиндры (рис. 21, г где 1 — металлический стержень; 2 — кокиль; 3 — стойка; 4 — гидроцилиндр; 5 — тяга; 6 — штифт).
Самые сложные отливки из черных и цветных сплавов в серийном и массовом производстве позволяют получать машины с пятью приводами частей кокиля (рис. 22), имеющие две подвижные плиты 4 и 6, механизм 8 боковой торцевой подвижной плиты, поддон 5 с приводом нижнего стержня, механизм верхнего стержня 1, манипулятор 7 для съема отливок, пульт управления 2, установленные на общей станине 3. Отсутствие у машин 03 и 05 габаритов направляющих между основными плитами позволяет устанавливать кокили, выходящие за габариты плит. Механизм верхнего стержня предназначен для ввода, подрыва и подъема верхнего металлического стержня, а также для отвода плит верхнего стержня для осмотра, обслуживания и ввода манипулятора съема отливок, перемещающего их в короб или на транспортер. Механизмы верхнего стержня и торцевой плиты имеют по два упора для разгрузки их от усилий подрыва. Гидропривод снабжен дополнительной аппаратурой для подключения до двух гидроцилиндров. Каждая из двух основных подвижных плит имеет по два выталкивателя.
Машины с четырьмя приводами частей кокиля отличаются от них отсутствием механизмов торцевых плит. У машин с тремя приводами отсутствует и механизм верхнего стержня; они имеют две подвижные плиты и поддон.
Кокильные машины с одной подвижной и одной неподвижной плитами предназначены для литья сплавов в кокиль с вертикальной плоскостью разъема в серийном и массовом производстве. Подвижная плита перемещается двумя гидроцилиндрами по диагонально расположенным направляющим. Обе плиты снабжены выталкивателями с возможностью скрепления с плитами толкателей кокиля.
Рис. 22. Кокильная машина
Насосная установка имеет гидропневмоаккумулятор и позволяет подключать дополнительно два гидроцилиндра (например, для извлечения стержней) к существующим гидрораспределителям. Машины могут работать в полуавтоматическом режиме и с заливочно-дозирующими устройствами, а также встраиваться в автоматические линии; они имеют регулируемое водяное охлаждение частей кокиля.
Машина поворотная с одной подвижной и одной неподвижной плитами установлена на раме и двумя гидроцилиндрами и может поворачиваться относительно горизонтальной оси, перпендикулярной к траектории подвижной плиты на угол до 90°. Предназначена для получения сложных алюминиевых отливок в кокиле с вертикальным, горизонтальным, наклонным разъемом в разносерийном производстве. При получении отливок из черных и медных сплавов должны быть установлены промежуточные охлаждаемые плиты. То же рекомендуется и для массивных алюминиевых отливок. Возможна установка дополнительных центрального и боковых стержней с приводами заказчика. Очередность вывода стержней программируется.
Основные преимущества таких машин: удобство установки песчаных стержней при горизонтальном расположении разъема; заливка металла при наиболее благоприятном расположении разъема; извлечение отливки при вертикальном разъеме позволяет удалять ее из машины действием силы тяжести.
Машина кокильная поворотная 89508П может поворачиваться гидроцилиндрами на раме вокруг продольной оси на угол до 45°. Машина предназначена для изготовления крупногабаритных сложных отливок из чугуна и алюминиевых сплавов.
Многопозиционные карусельные машины отличаются от однопозиционных высокой производительностью (100–200 заливок в час) и применяются в цехах крупносерийного и массового производства.
Литье в облицованные кокили рекомендуется для крупносерийного и массового производства отливок из чугуна и стали массой до 200 кг. Облицовку наносят путем вдувания пескодувной головкой в зазор между моделью на нагретой модельной плите и полостью кокиля. Модель предварительно покрывают разделительным составом. Под действием теплоты плиты и кокиля смола плавится и связывает зерна песка, образуя облицовку. Облицованные кокили позволяют получать точные отливки из стали и чугуна, обладающих высокой температурой плавления. Облицовка снижает теплопередачу от отливки к кокилю, увеличивая его стойкость, предотвращая отбел поверхности чугунных отливок, придает кокилю некоторую податливость, уменьшая остаточные напряжения в отливках и коробление.
Машина для изготовления гильз цилиндров и втулок в облицованных кокилях с вертикальным разъемом имеет шесть позиций. На позиции I производится вдувание смеси и отверждение облицовки, на II — контроль ее качества, на III — заливка, на IV — кристаллизация и охлаждение кокиля и металлических стержней, на V — съем отливок установкой для съема, на VI — очистка кокилей от горелой облицовки.
Комплекс автоматизированный для литья в кокиль алюминиевых отливок в серийном и массовом производстве состоит из двух машин, заливочно-дозирующей установки и тигельной электропечи.
Специальная поточная линия предназначена для литья алюминиевых корпусов электродвигателей в стальные водоохлаждаемые кокили и составлена из пяти однопозиционных гидравлических кокильных машин для кокилей с вертикальной плоскостью разъема, роликового конвейера, монорельса для ковшей с жидким металлом и печи для отжига.
Линии литья в облицованные кокили служат для изготовления широкой номенклатуры отливок из черных сплавов в серийном и массовом производстве.
Специальная автоматическая линия предназначена для получения отливки буксы железнодорожных вагонов.
При центробежном литье литейная форма во время заливки вращается относительно горизонтальной (для длинных отливок, например труб) или вертикальной оси. Заливаемый металл центробежными силами отбрасывается на периферию формы, что позволяет получать полые отливки без применения стержней. Более плотный холодный металл отбрасывается к периферии, менее плотный горячий вытесняется к оси, что приводит к направленному затвердеванию, т. е. получению плотной, без раковин отливки. Машины литейные центробежные предназначены для отливки труб.
Рис. 23. Установка для литья под низким давлением
Сущность работы установки литья под низким давлением (ЛНД) заключается в следующем (рис. 23). Верхняя полуформа 2 с системой выталкивателей устанавливается на плите 3 агрегата вертикальных перемещений, которая под действием гидроцилиндра может двигаться вверх и вниз. При движении вниз верхняя полуформа 2 смыкается с нижней 1, установленной на нижней плите. Затем к форме прижимается металлопровод, погруженный в тигель 10 агрегата заливки (представляющего собой герметизированную тигельную печь) с нагревателями 8 и крышкой 7. Далее через отверстие 9 в тигель подается сжатый воздух, который вытесняет металл в форму.
После затвердевания сплава тигель через трубку 11 сообщается с атмосферой, а жидкий сплав из подогреваемого обмоткой 6 металлопровода сливается в тигель. Плита 3 поднимается вверх,
форма раскрывается, толкатели упираются в плиту 4 и выталкивают отливку из верхней полуформы. Величина раскрытия кокиля, предшествующего выталкиванию, регулируется упорами 5. При прорыве тигля сплав прожигает свинцовую мембрану 12 и сливается в тару.
При ЛНД отливку можно изготавливать в кокиле с горизонтальным или вертикальным разъемом с металлическими или песчаными стержнями, а также в песчаной, керамической, оболочковой форме. Чаще применяется литье в кокиль, позволяющий легко автоматизировать процесс. Стойкость форм, выполняемых чаще всего из перлитного чугуна при литье алюминиевых сплавов, достигает 30 000 заливок. С помощью ЛНД рационально получать сложные и тонкостенные отливки из алюминиевых и магниевых сплавов и стали в серийном и массовом производстве.
Источник https://otlivka.info/articles/oborudovanie-dlya-litejnogo-proizvodstva/
Источник https://www.iskroline.ru/analysis/oborudovanie-dlja-litja-metalla/
Источник https://extxe.com/8910/oborudovanie-dlja-litejnogo-proizvodstva/