Оборудование для обработки металла из Китая
Если у вас есть полные требования к оборудование, то отлично. Если нет, то мы разбираемся какой продукт вы хотите получить, какое оборудование для этого необходимо и какие у него должны быть параметры.
Находим производителей, проверяем юридические документы. Инспектор делает выезды для оценки производства и качества оборудования.
Делаем полную калькуляцию стоимости оборудование у вас на заводе: цена в Китае + доставка + таможенные пошлины и НДС.
Наш инспектор проводит испытания вашего готового оборудования в Китае до отгрузки. Вы получаете подробный фото и видео отчет о том, как ваше оборудование работает и платите только после этого.
Грузим оборудование в контейнер или на платформу, доказываем 0% пошлину на ввоз, где это возможно. Все таможенные риски на нас. Доставляем по России до вашего завода.
Настраиваем и запускаем оборудование у вас на площадке. После успешного запуска вы платите остаток за оборудование.
Почему просто не заказать станок на алибабе?
Для поиска производителей оборудования мы используем 15 ресурсов. Помимо этого по многим станкам уже есть проверенные производители. Мы закупаем только напрямую у заводов, без посредников.
У нас свое юр лицо в Шанхае. Мы получаем цены внутреннего рынка в юанях от производителя. Они всегда ниже, чем цены на экспорт.
Перед размещением заказа на производство оборудования у вас будет полная информация об условиях производства и возможностях производителя. Не закупаем у фабрик «гаражного типа».
Если вы не хотите связываться с валютным контролем, доставкой и таможней, то все это мы можем взять на себя. А вы оплачиваете в рублях на наше российское юр лицо.
Гарантии для наших клиентов
Наши кейсы
Поставили линию производства ПЭТ черепицы по запросу клиенту. Смогли организовать в России пусконаладочные работы даже во время закрытых границ.
Работали над проектом с нуля. Разобрались какое оборудование нужно для производства, сделали калькуляцию себестоимости для клиента, закупили, доставили и растаможили с нулевой пошлиной.
Клиент планировал покупать линию переработки вторичного сырья – пластиковых бутылок для производства ПЭТ волокна. Перед началом производства оборудования мы обычно посещаем аналогичные производства в Китае для того, чтобы быть уверенными в качестве и надежности оборудования.
Клиент из Москвы заказал четыре гидравлических листогиба для дальнейшей продажи. Наш инженер приехал и провел тестирование оборудования, был на связи с заказчиком во время приемки. Все прошло хорошо.
Клиент заказывал линию термической обработки крепежа. Это фото с выезда нашего инспектора на проверку как эта линия работает у одного из китайских клиентов завода. Такие поездки помогают понять качество и стабильность работы оборудования.

Своя компания в Шанхае с 2014 года


Компания в России

Проработаем проект под ваши задачи
Ваш проект проработает
С 2011 в Шанхае занимаюсь поставками оборудования. Наступил на все грабли. Помогу вам их обойти.
Руководитель направления
«оборудование»
____
Организация и контроль процесса поиска заводов-производителей и перевозок оборудования. Оформление таможенных и разрешительных документов, организация выездных инспекторских проверок поставщиков.
Работа с клиентами по комплектации оборудования
____
Ваш персональный консультант, тот кто поможет не только подобрать именно то оборудование, которое Вам требуется, но и в дальнейшем поможет Вам чувствовать поддержку от поставщика.
Менеджер по закупкам оборудования
____
Долгое время жил в Китае, благодаря чему легко находит общий язык с поставщиками из поднебесной. Найдёт необходимое вам оборудование исходя из ваших требований и пожеланий
Менеджер по закупкам оборудования
____
Поиск и подбор подходящего оборудования, переговоры с поставщиками, размещение и контроль заказов, организация отправки оборудования из Китая
Поможем получить одобрение на лизинг
Оборудование для обработки металла из Китая
В группу станков для обработки металла входят много различного оборудования.
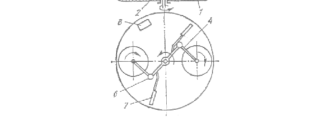
- гидравлический листогибочный станок (листогиб, листогибочный пресс),
- гидравлический вальцовочный станок,
- станок для лазерной резки металла,
- гильотина (гильотинные ножницы),
- станок для плазменной резки металла,
- станок для гидроабразивной резки,
- ленточнопильный станок,
- вырубной пресс для листового металла,
- координатно-пробивной пресс,
- линии для раскроя и резки рулонного металла,
- фрезерный станок с ЧПУ,
- токарный станок с ЧПУ,
- обрабатывающий центр по металлу,
- линия профилирования металла (линия для изготовления профилей),
- линия производства профнастила,
- линия для изготовления дорожного ограждения,
- линия для изготовления водосточных труб,
- линия для изготовления вентиляционного профиля,
- линия для производства сендвич панелей,
- линия производства стальной сетки,
- линия производства посуды (контейнеров) из фольги,
При сильном росте цены на металл во всем мире, а особенно в Китае, импорт многих металлических изделий из Китая становится не выгоден. И поэтому в России открывается все больше производств, связанных с обработкой металла.
Обращайтесь к нам, чтобы заказать станки для обработки металла из Китая максимально выгодно.
Литейный завод Dawang Steel Casting
Компания Dandong Dawang Steel Castings является одним из ведущих производителей стального литья, поставляющим высокоточные и сложные изделия из стального литья и обработанные компоненты для различных отраслей промышленности в Китае. Имея многолетний опыт литья стали, мы работаем, чтобы лучше обслуживать наших клиентов.
Услуги литейного производства стали
Литье по выплавляемым моделям, литье в песчаные формы, механическая обработка, литье в формы
Как один из известных производителей стального литья, наши услуги включают литье из нержавеющей стали, литье из легированной стали, литье из углеродистой стали, литье из марганцовистой стали и производство других изделий из металлического литья. Литейная продукция нашего сталелитейного завода охватывает многие отрасли промышленности, включая, помимо прочего, сельское хозяйство, автомобильную и железнодорожную промышленность, нефтехимическую и строительную промышленность.
Отливки из нержавеющей стали
Литье из углеродистой стали
Отливки из легированной стали
Отливки из марганцевой стали
Эксперты в своем деле
На каждом этапе процесса литья стали
Компания Dandong Dawang Steel Castings Co., Ltd была основана в 1998 году. В настоящее время у нас есть 3 литейных завода общей площадью 120,000 XNUMX м².
Наши процессы литья стали включают литье по выплавляемым моделям (литье по выплавляемым моделям), литье в песчаные формы и литье в оболочковые формы. У нас также есть собственный высококачественный обрабатывающий центр и покрасочный цех, поэтому мы можем поставлять готовые стальные отливки для наших клиентов. У нас есть сертификаты, такие как ISO9001, ISO14001, OHSAS18001, IATF16949, PED, AD2000 и DNV/GL.
Гордость литейного завода Dawang Steel Casting
Строим будущее сталелитейной промышленности
В 2018 году компания Dawang Steel Castings отметила свое 20-летие. С момента основания мы создали богатую традицию передового опыта. Мы являемся ведущим литейным заводом по выплавке стали в Китае и пользуемся большим уважением в отрасли литья стали.
Посмотрите видео о сталелитейном заводе Dawang, чтобы узнать больше о нашем успешном пути и будущих целях!

Клиенты
Международная репутация
Dawang обслуживала клиентов на трех континентах — в Азии, Северной Америке и Европе. Наши основные клиенты из США, Канады, Японии, Германии, Италии, Франции, Австралии, Великобритании и т.д.
Мы построили и поддерживаем тесные отношения с нашими клиентами в течение последних 20 лет, предоставляя им лучшее обслуживание клиентов и стальное литье.
Часто задаваемые вопросы о нашем сталелитейном заводе
Если на ваши вопросы нет ответа ниже, не стесняйтесь обращаться к Dawang Steel Castings сегодня!
DAWANG, как один из выдающихся производителей стального литья и ведущая компания по производству стального литья в Китае, предоставляет своим клиентам превосходные литейные изделия. У нас есть профессиональные литейные группы и высокоэффективный завод по литью по выплавляемым моделям, обеспечивающий различные виды литья с более чем 20-летним опытом.
Наш литейный цех обеспечивает:
Литье по выплавляемым моделям / литье по выплавляемым моделям, литье в песчаные формы и литье в оболочковые формы.
Как один из профессиональных производителей стального литья, мы имеем 3 литейных цеха и предоставляем специализированные услуги по литью деталей, такие как литье корпусов, и литье из различных материалов, таких как литье из низкоуглеродистой стали. С нашим литейным производством стали и услугами точного литья вы получите гибкое сочетание деталей, материалов и методов литья. Например, литье по выплавляемым моделям из нержавеющей стали.
По сравнению с другими производителями стального литья, мы пытаемся создать «Лучшее металлическое литье в Китае» и улучшить нашу компанию по стальному литью, чтобы стать лучше. Мы работаем для того, чтобы независимо от того, хотите ли вы создать литье корпуса, литье из низкоуглеродистой стали или литье по выплавляемым моделям из нержавеющей стали, после поиска «Metal Casting China» вы найдете нашу компанию по литью стали.
Литейные мощности зависят от производительности производителей стального литья и количества сталелитейных цехов, которыми располагает компания. Любая превосходная компания по литью стали обычно имеет более одного литейного цеха, и чем больше у нее литейных цехов, тем больше у нее литейных мощностей.
Как один из известных производителей стального литья, мы имеем 3 литейных завода в Китае и предоставляем различные виды услуг по производству литья. Наша текущая годовая мощность составляет 18,000 XNUMX тонн.
Диапазон весов и размеров литейных изделий зависит от литейных мощностей производителей стального литья.
Являясь лидером компании по производству стального литья в Китае, мы можем производить различные литейные изделия для различных отраслей промышленности и областей применения. Наша статистика кастинга выглядит следующим образом:
Вес: 0.1 – 1500 кг
Размер: 1800 * 2500 * 1000 мм
Кроме того, у нас есть несколько литейных заводов по производству стальных отливок в Китае, включая заводы по литью по выплавляемым моделям и другие, которые удовлетворяют различные спецификации продукции наших клиентов.
Наши сталелитейные заводы в Китае предоставляют выдающиеся услуги по производству отливок из различных видов стали:
Углеродистая сталь, нержавеющая сталь, легированная сталь и т.д.
Производители стального литья, которые могут работать с различными видами материалов, такими как нержавеющая сталь и легированная сталь, обычно более гибко реагируют на потребности клиентов.
Да, как компания с богатым опытом в области литья стали, мы предоставляем услуги по литью корпусов клапанов и другие услуги по прецизионному литью, у нас есть собственный цех механической обработки и мы предоставляем услуги по механической обработке литых деталей. У нас есть собственный горизонтальный и вертикальный обрабатывающий центр, токарный станок с ЧПУ, сверлильный станок, сверлильный станок и другое оборудование.
Мы являемся лидером производителей стального литья, и наша служба производства литья корпусов клапанов включает литье по выплавляемым моделям, литье в песчаные формы и литье в оболочковые формы. Наш опытный сталелитейный завод обеспечивает высококачественное стальное литье и производит металлические детали для различных отраслей промышленности. В частности, наши литые детали в автомобилях долговечны.
У нас есть несколько литейных цехов по производству стали, и мы располагаем большими мощностями по отливке корпусов клапанов. Как профессиональная компания по литью стали, наш литейный завод по производству стали обеспечивает передовые технологии литья, безопасную доставку продукции и удовлетворенное послепродажное обслуживание.
1 дефект отверстия
Дефекты отверстия включают пористость, усадку, усадку, шлаковую дыру, песчаную дыру, железный боб.
Предупредительные меры:
Пористость: шихта должна быть очищена, ферросплав должен хорошо пропекаться, ковш при заливке должен хорошо пропекаться; температура и время перегрева расплавленного металла должны контролироваться разумным процессом плавления, скорость охлаждения отливок должна быть ускорена или затвердевать под давлением, а газ должен выделяться; соответствующий процесс заливки, система литников и условия заливки должны быть выбраны так, чтобы облегчить выпуск газа; следует улучшить воздухопроницаемость оболочки формы и при необходимости добавить выпускное отверстие; следует добавить подходящую температуру расплавленного металла, температуру заливки и температуру обжига оболочки формы; оболочка формы для запекания должна полностью прожариться; Размер частиц вяжущего и огнеупора должен быть разумно выбран.
Усадка: правильная конструкция литниковой системы для облегчения литья и последовательного затвердевания и усадки; улучшение структуры отливки, чтобы сделать толщину стенки как можно более однородной или увеличить технологические субсидии и холодный чугун; использование соответствующего процесса заливки, такого как заливка при высокой или низкой температуре; увеличьте скорость охлаждения формы или разумное формирование формы, увеличьте расстояние между восковыми формами и улучшите локальные условия рассеивания тепла; снизить температуру жидкого металла при заливке и увеличить высоту напора; при необходимости выберите сплав для плавки с малой усадкой.
Усадка: отрегулировать состав сплава, уменьшить диапазон затвердевания сплава, полностью раскислить и дегазировать во время плавки и заливки, чтобы уменьшить влияние газа на усадку при затвердевании; улучшить структуру отливки, разумно настроить систему заливки, увеличить высоту напора и увеличить усадочную способность; выбрать подходящий процесс заливки, строго контролировать температуру заливки расплавленного металла; выберите материал корпуса с хорошей теплопроводностью, улучшите условия охлаждения отливок и увеличьте скорость охлаждения отливок; улучшить положение внутренних ворот, что способствует последовательному затвердеванию.
Отверстие для песка: держите воск и стержень затвора в чистоте, предотвращайте попадание оболочки пресс-формы в полость во время депарафинизации, обработки, хранения, обжига, заливки или заполнения песком. Перед заливкой следует очистить полость формы пылесосом; выберите подходящий материал оболочки, разумный процесс изготовления оболочки, строго действуйте, избегайте расслоения слоя оболочки; улучшить конструкцию литниковой системы, исключить прямое попадание огнеупорного материала в полость и замедлить удар расплавленного металла о поверхность полости; обратите внимание на операцию заливки, замедляйтесь и ускоряйтесь перед заливкой, избегайте сильного попадания расплавленного металла в полость
Отверстие для шлака: улучшить управление шихтой, использовать чистую шихту при плавке; используйте надлежащее количество шлакообразователя и раскислителя при плавке, расплавленный металл должен иметь достаточное статическое время, что способствует всплыванию шлака; удалить шлак на ковше перед заливкой; улучшить конструкцию литниковой системы; Увеличьте высоту сопла ковша до стакана затвора кожуха.
Железные бобы: при нанесении покрытия на первые два слоя обратите внимание на операцию, чтобы устранить острый угол, угловой пузырь; новое покрытие должно быть статичным в течение определенного времени, при добавлении смачивающего агента следует добавить соответствующее количество пеногасителя; восковая форма должна быть обезжирена перед покрытием; улучшить дизайн литья, острый угол, угол должен быть плавным переходом.
2 шизоидных дефекта
К трещинам относятся: горячая трещина, холодная трещина.
Предупредительные меры:
Горячая трещина: улучшите структуру отливки, толщину стенки как можно более равномерно, увеличьте угол отливки или добавьте технологический стержень; улучшите материал оболочки или уменьшите количество слоев оболочки, добавьте соответствующее количество добавки, увеличьте температуру заливки, увеличьте уступку оболочки; улучшить конструкцию системы заливки; выбрать разумный процесс заливки; выбирать материалы с низкой тенденцией к термическому растрескиванию, содержать печь в чистоте, выбирать разумный процесс плавки, добавлять редкоземельные элементы в соответствующем количестве, улучшать жаропрочность и пластичность отливок.
Холодная трещина: улучшение структуры отливки, например, равномерная толщина стенок, устранение острых углов, добавление технологического армирования, контроль скорости охлаждения для адаптации к усадке сплава; принять печь с меньшим количеством фосфора, принять разумный процесс плавления, уменьшить содержание примесей, улучшить качество расплавленного металла; При очистке отливок или снятии ворот сила удара не должна быть слишком большой.
3 Дефекты поверхности литейных изделий
Поверхностные дефекты включают налипание песка, рубцевание, защемление песка и изоляцию от холода.
Предупредительные меры:
Шлифование: разумный выбор материалов оболочки и обеспечение их качества, полного раскисления, минимизации окисления расплавленного металла и удаления образовавшегося оксида; контроль влажности и времени хранения в месте хранения скорлупы, использование рационального процесса обжарки; правильное снижение температуры расплавленного металла и температуры корпуса при заливке; улучшение структуры литья и теплоотводящих деталей; надлежащее улучшение вязкости поверхностного покрытия; правильное снижение температуры расплавленного металла при заливке; правильное снижение температуры заливки формованной оболочки; правильное уменьшение высоты напора.
Шрамирование: покрытие должно быть полностью перемешано, после навешивания хорошо просушено воздухом и полностью затвердеет; уменьшить плотность связующего в поверхностном покрытии; снизить температуру расплавленного металла и оболочки при правильной заливке, уменьшить содержание оксида в расплавленном металле и включения с низкой температурой плавления на поверхности оболочки; улучшить структуру отливки.
Зажим песка: предотвратить расслаивание оболочки формы, выбрать разумный процесс заливки, уменьшить напряжение, избежать разрыва внутренней поверхности оболочки формы, улучшить структуру отливки, по возможности избегать больших плоскостей или вогнутостей, правильно спроектировать внутренний затвор, избежать локального перегрева; Выберите разумный процесс изготовления оболочки и строго соблюдайте его, полностью затвердейте или хорошо высушите, сделайте покрытие плотным сочетанием, улучшите прочность оболочки.
Холодоизоляция: правильно повысить температуру расплавленного металла и оболочки во время заливки, улучшить конструкцию литниковой системы, увеличить количество и положение поперечного сечения и внутренних литников литниковой системы, чтобы сократить время заполнения расплавленным металлом полости; должным образом увеличить скорость заливки, заставить расплавленный металл непрерывно и плавно входить в полость и избежать явления разрыва потока; при заливке заранее положить в ковш покровное средство для предотвращения вторичного окисления расплавленного металла; обеспечить плавную заливку расплавленного металла во время заливки.
4 Дефекты размера, формы и веса
К неквалифицированным дефектам по размерной форме и массе относятся: летучие крылья, неполная заливка, деформация, вывих, Остатки в полости, Ямка, Включения.
Предупредительные меры:
Крыло мухи: строго контролируйте температуру и давление воска воскового материала при изготовлении формы; тщательно проверьте поверхность разъема и очистите ее перед изготовлением формы; улучшить конструкцию прессующего типа и разумно выбрать материал; контролировать качество изготовления штамповочного типа, обеспечивать точность и шероховатость поверхности разъема; указать разумный срок службы.
Недостаточная заливка: строго контролировать температуру воскового материала после перемешивания; строго контролируйте давление впрыска, и впрыск контактного воска не может быть прерван; улучшить конструкцию давления, чтобы облегчить выхлоп.
Деформация: разумный выбор связующих и огнеупоров, а также покраски, изготовления оболочки и процесса заливки; контроль соотношения покрытия, вязкости и температуры, обратите внимание на покрытие оболочки и операцию подвешивания; оболочка для предотвращения депарафинизации в течение определенного времени; выбрать разумный процесс обжарки, строго контролировать температуру и время обжарки; усилить регулярное обнаружение и ежедневное обслуживание ростера; обжиг оболочки, сразу после заливки.
Вывих: заблокируйте живой блок при нажатии, противодействуйте давлению воска; определить разумный срок службы прессующего типа; разумно выбирайте давление впрыска в соответствии с размером, формой и восковым материалом восковой формы.
Остатки в полости: После того, как скорлупа затвердеет, ее следует полностью высушить; выберите разумный процесс обжига и строго контролируйте температуру обжига и время выдержки: регулярно проверяйте печь для обжига на соответствие требованиям процесса; тщательно очистите чашу литника перед депарафинизацией Излишки материала литника на верхней части, чтобы материал литника не попал в полость во время процесса депарафинизации; выберите разумный процесс депарафинизации, чтобы строго контролировать температуру и время депарафинизации; при замене депарафинизирующего раствора полностью удалить депарафинизирующий материал оболочки на дне бака; место хранения скорлупы должно быть организовано в соответствии с требованиями 5s, скорлупа должна храниться вверх дном, чтобы предотвратить попадание материала скорлупы в полость; будьте осторожны, чтобы не разбрызгивать формовочный песок в полость без заливки.
Яма: выберите сухую и чистую шихту, выберите разумный процесс плавки и примените вторичное раскисление; разумно выбирать материал оболочки поверхностного слоя; выбрать разумный процесс обжаривания скорлупы, строго контролировать температуру и время обжига, а также устранить остатки в полости. Сделать скорлупу белой после обжига; выбрать подходящее связующее в соответствии с материалом отливки, такое как связующее на основе золя кремниевой кислоты; соответствующим образом снизить температуру расплавленного металла и оболочки во время литья, чтобы ускорить скорость охлаждения.
Включения: Перед использованием выберите чистую загрузку, пескоструйную или дробеструйную очистку. Перед использованием сплава его следует осмотреть и должным образом обжечь, а при необходимости следует использовать десульфурацию; выберите разумный процесс плавления и процесс заливки, а также используйте высокую температуру. При необходимости используйте сетчатый фильтр или инертный газ; раскислять строго во время плавки для защиты поверхности расплавленного металла. Перед выпуском расплавленного металла дать ему постоять 2 минуты, чтобы включения всплыли и удалились; засыпать в ковш первым покрывающим средством для предотвращения вторичного окисления при заливке расплавленного металла; соответствующим образом повысить температуру расплавленного металла и оболочки формы, что способствует всплыванию включений.
Эти виды дефектов характерны для производителей стального литья. Ответственная компания по производству стального литья должна продемонстрировать эти дефекты и предоставить своим клиентам решение по их устранению. Как ведущая компания по литью стали в Китае, у нас есть профессиональный завод по литью по выплавляемым моделям, и мы имеем опыт работы с этими дефектами и предоставления нашим клиентам идеальной продукции для литья. Наш сталелитейный литейный цех способен удовлетворить ваши требования.
Как один из производителей стального литья, мы осуществляем производство в строгом соответствии с каждым техническим требованием документа PPAP.
Содержимое файлов PPAP включает PFD, PFMEA, план контроля, пузырьковый рисунок, отчет о затемнении, отчет о проверке материала, отчет о проверке поверхности, отчет о рентгеновском контроле, отчет MPI и т. Д.
Каждый сталелитейный завод всегда подчиняется системе контроля качества. Мы по-прежнему следуем стандарту лучшей компании по производству стального литья в Китае. Мы поддерживаем клиентов, посещающих наш литейный цех, и показываем производственную линию различных видов литья. Как ответственная компания по литью стали, мы ответим на любой вопрос о литье.
Если вы хотите разрабатывать новые литейные изделия, важно найти опытных производителей стального литья. Создание сотрудничества с профессиональной компанией по литью стали сэкономит ваше время и затраты в процессе разработки продукта и производства.
Dawang Steel Castings, основанная в 1998 году, является опытной компанией по производству стального литья. У нас есть 3 сталелитейных завода в Китае, поддерживающих различные типы литья, чтобы обеспечить превосходное высококачественное литье стали. Наш процесс выглядит следующим образом:
- Отправьте нам чертеж, содержание чертежа включает в себя вес, материал, требования к допускам, требования к механическим характеристикам, требования к обработке поверхности, требования к термообработке и другие технические параметры, предпочтительно с 3D-чертежами.
- Около 3-5 дней, чтобы сделать предложение и отправить его клиенту.
- После того, как клиент, наконец, согласен с ценой, внесите предоплату в размере 50% от стоимости пресс-формы, а затем мы приступим к изготовлению пресс-форм и образцов. Цикл производства образцов составляет около 8 недель.
- Образец отправляется заказчику. После того, как тест будет квалифицирован, клиент оплачивает оставшиеся 50% баланса и плату за образец. Процесс разработки образца завершен.
По сравнению с другими производителями стального литья, мы всегда тесно сотрудничаем с нашими клиентами, чтобы удовлетворить их потребности. Наш литейный цех обеспечивает высокое качество изготовления отливок и услуги безопасного хранения. И как ответственная компания по литью стали, мы быстро ответим на любой вопрос, который может у вас возникнуть в процессе литья.
Обзор станкозаводов Китая
Станки и оборудования из КНР – становятся отличной заменой европейскому. Удовлетворяя всем современным производственным критериям и стандартам, китайские производители выставляют свою технику по справедливым ценам. Поэтому все большее число бизнесменов смотрит в сторону Китай, где можно купить качественное продукт, не уступающий конкурентам без переплаты за известные бренды.
Оборудование — понятие довольно широкое и включает станки, погрузочное оборудование, промышленное, в частности полиграфическое и медицинское, упаковочное, пищевое, перерабатывающее и множество других вариантов. Всё это различные сферы промышленности, но стоит привести отдельные китайские провинции и города, в которых располагаются некоторые производственные кластеры.
Основные города-производители оборудования :
1. Провинция Цзянсу: Сучжоу, Чанчжоу, Сючжоу, Уси
2. Провинция Чжэцзян: Тайчжоу, Жуйань, Вэньчжоу, Нинбо
3. Провинция Шаньдун: Циндао, Цзинань, Вэйфан, Цзыбо
4. Провинция Ляонин: Шэньян, Далянь
5. Провинция Гуандун: Дунгуань
6. Провинция Хэбэй: Шицзячжуан, Цанчжоу, Синтай
7. Провинция Хэнань: Чжэнчжоу, Синьсян
На востоке Китая производят более половины всего оборудования на экспорт.
Китай вчера и сегодня
Последние годы рынок Китая значительно стал шире, в то время как в более развитых странах, спрос на станкостроение упал .На сегодняшний день Китая позиционируется как самый большой рынок сбыта станкосторительной отросли, на который приходится до 40% мирового спроса, сюда включаются сельхоз машины, строительное и производственное оборудование. Местные китайские производители из никому не известных, превратились в достойных, конкурентно способных противников крупных западных компаний на рынке продукции. В машиностроительном направлении лидерство было за следующими: Европа, Япония, Тайвань и несколько американских компаний. КНР не был и близко ряжом с этими гигантами. Если не брать в расчет государственные заказы, Китая не существовало как станкостроительной державы.
Изменения которые произошли с КНР коснулось не только объем продаж – изменилась сама структура потребительского рынка. Вместо обычной для развивающихся стран пирамиды с широким основанием, где расположены товары низкого качества, современный внутренний рынок КНР более наглядно можно отобразить в виде «алмаза» или ромба, где сегмент товаров среднего качества составляет большую часть, а доля потребляемых высококачественных и низкокачественных товаров меньшую часть. Многие западные производители высокотехнологического оборудования долгие годы ждали, пока их продукция станет рентабельной на китайском рынке, вместо того, чтобы подстроит ее к текущим потребительским интересам. Но китайские покупатели могут и не перейти на товары повышенного качества, снижая шансы западных технологических лидеров занять устойчивое место на рынке. На данный момент КНР не имеет нужды в более дорогом, хотя и более качественном оборудовании, чтобы производить нужные компоненты; он находит оптимальным и оборудование среднего качества. А пока западные производители ищут подходящий момент, рынок становится менее дифференцированным – их китайские конкуренты активно борются за место на рынке более востребованных товаров среднего качества, предлагая товар по низкой цене. Неудивительно, что по сравнению с 2002 годом объемы продаж крупных китайских производителей станкостроительной отрасли выросли более чем в 10 раз, в то время как показатели западных производителей возросли всего на тридцать-сорок процентов, хотя и с более высокой начальной позиции
Станок как функциональная единица:
Функционал китайских станков соответствует параметрам европейских, но минимизирован до наличия действительно необходимых функций. Многим заказчикам и не нужно большого количества функций, которые предлагаются в европейских станках, повышая тем самым цену о. Китайские станки имеют достаточно немаленький ресурс и приемлемое качество для организации производственного процесса. Фрезерные станки выделяются большой производительностью и удобством в сервисе, хотя зачастую и приходится адаптировать некоторые модификации к потребностям конкретного технологического цикла. Но если на производстве, при ограничении в средствах, требуется новый станок весом 60–110 кг (пусть менее надежный, точный и технологичный, но более дешевый), то альтернативы китайским станкам в большинстве случае нет.
На сегодня, учитывая кризисные реалии, можно предположить, что покупка станка из КНР – один из вероятных путей пополнения станочного парка предприятия. Китайский бизнес в силу того, что экономика этой страны пока слабо интегрирована в мировую финансовую систему, возможно, понесет меньшие потери от кризиса. И китайские производители будут находиться в более выгодных условиях, чем европейские или американские, что позволит им усилить экспансию на российский рынок и сделать китайские станки еще более доступными для большого количества российских предприяти
Самые крупные компании по металлообработке:
Компания Shenyang Machine Tool Group Co., Ltd. (SMTCL) существует на рынке с 1993 г. и является самым крупным производителем станков в Китае и одним из крупнейших производителей станочного оборудования в мире. В 2004 году SMTCL слилась с немецкой компанией-производителем сверхпрочных станков SCHIESS, имеющей 140-летнюю историю. Под контроль китайских компаний перешло немецкое производство сложных станков высокоточной обработки деталей весом до 200 тонн.
Сегодня SMTCL — это крупный международный концерн, в который входят более 15 станкостроительных заводов
Инженерно-технический центр концерна находится в Германии(г.Ашерс-Лебен), а производстве площади, как и у большинства европейских станкостроительных фирм, расположены в Китае (г. Шеньян и г. Кунмин). Общая площадь производственных площадей составляет 840 000 кв.м.
В настоящее время SMTCL – это лидирующая станкостроительная группа в мире.
Производственные площадки находятся : в городе Шэньян, КНР, городе Кунминг, КНР, производственный и сервисный Schiess, Германия.
Общая площадь производственных площадей: ~ 3.000.000 м2.
Общий выпуск станков группой компаний: более 80 000 единиц в год.
Общий штат сотрудников: более 20 000.
Особенности оборудования SMTCL
Станки разработаны и произведены с использованием немецких технологий. Конструкция станка спроектирована с учетом обеспечения высокой жесткости, точности и стабильности. Станки отвечают современным требованиям по энергоэффективности и природосберегающим свойствам.
Станки проектируются в Германии на опытном производстве и центре разработок в г. Ашерслебен и г. Берлине. Полный цикл производства от заготовительного производства до особо ответственных узлов: шпиндельные узлы, револьверные головки, обработка станин по стандартам DIN
Особенности оборудования SMTCL
Станки разработаны и произведены с использованием немецких технологий. Конструкция станка спроектирована с учетом обеспечения высокой жесткости, точности и стабильности. Станки отвечают современным требованиям по энергоэффективности и природосберегающим свойствам.
Станки проектируются в Германии на опытном производстве и центре разработок в г. Ашерслебен и г. Берлине. Полный цикл производства от заготовительного производства до особо ответственных узлов: шпиндельные узлы, револьверные головки, обработка станин по стандартам DIN.
г. Ашерслебен, Германия
Цех по сборке токарных станков c ЧПУ серии KE,
Цех по сборке станков для авиастроения SCHINES
Корпорация «Даляньский станкозавод»
Dalian Machine Tool Group Corporation (DMTG), основанная в 1948 году,является современной компанией, обладающая я отличной репутацией. Изначально, основным занятием DMTG, было производство режущего инструмента. В дальнейшем, компания DMTG, стала расширять свою производственную программ, начав изготовления запасных частей для автомобилей, производства микроэлектроники, одновременно с этим выходя на мировые рынки. DMTG в настоящий момент имеет 23 полноценных филиала, совместные предприятия, а так же сотрудничает с партнерами из США, Германии, Японии, Кореи, Швейцарии и Израиля, имеющими мировую известность, включая компании Hennig, Index, OKK, IBAG, и ISCAR. Корпорация DMTG установила систему управления качеством и в 2000 году компания была удостоена сертификата ISO 901.
DMTG производит 5 основных линий продукции с 300 опциями, состоящими из:Вертикальных и горизонтальных обрабатывающих центров; Токарных станков с ЧПУ;
Специализированных станков; Высокоскоростных прецизионных станков, а также различных компонентов для металлообрабатывающего оборудования.
На сегодняшний день, DMTG-это одна из крупнейших акционерных компаний Китая.
С 2002 по 2004 годы DMTG становилась лидером по доходам с продаж металлообрабатывающего оборудования в Китае. В 2003 году была внесена в 500 в ведущих корпораций Китая.
Общая площадь производственных площадей корпорации DMTG составляет 33 тысячи квадратных метров.
С 2002 по 2005 год компания постоянно занимает первое место по объему продаж в станкостроении. DMTG поставляет свою продукцию в более чем 100 стран мира.
Стратегией станкостроительной корпорации Далиан (DMTG) является принцип “открытых дверей”: компания готова сотрудничать как с местными, так и с зарубежными компаниями в части технологий, производства и инвестиций.
Особенности оборудования DMTG
Автоматизированная линия по сборке универсальных токарных станков.
г. Вафандянь, Китай
Склад готовой продукции, токарных станков с ЧПУ
г. Вафандянь, Китай
ООО «Второй пекинский станкостроительный завод»
ООО «Второй пекинский станкостроительный завод» (далее – компания «Бэйэр») был основан в 1954 году и расположен в районе Фэнтай города Пекина, занимая территорию площадью больше 11 тыс. кв.м. Компания является организацией-директором распорядителем Китайской ассоциации производителей станков и инструментов (CMTBA), вице-председателем отделения Ассоциации по шлифовальным станкам, «превосходным предприятием китайской станкостроительной отрасли с собственным брендом», «предприятием новых и высоких технологий государственного уровня».
Компания обладает центром технологических исследований и разработок городского значения, в течение многих лет расходы и вложения предприятия в научно-технических инноваций 6% суммы дохода от основной деятельности. Компания имеет собствнные права на интеллектуальную собственность в отношении ключевых технологий всех выпускаемых видов продукции. Технологии компании по выпуску шлифовальных станков с ЧПУ, технологии шлифования, высокоскоростного и сверхскоростного шлифования с использованием шлифовальных кругов типа CBN, высокоточного шлифования и сверхточной обработки достигают передового международного уровня.

Компания «Бэйэр» была удостоена более чем 710 различных государственных, министерских и городских научно-технических наград и является одной из основных организаций по внесению проектов в установление государственных и стандартов Китая в области станкостроения. В 10-ого пятилетнего плана на компанию «Бэйэр» было возложено выполнение 15 научно-технических проектов государственного и городского уровня.
Производство шлифовальных станков, расточных станков, токарных станков, ковочных прессов и других видов специализированного оборудования, запасных частей и принадлежностей;
субподрядные работы по производству и обработке отливочных и поковочных, деревянных и гранитных конструкций, запасных частей и приданного к вышеописанным видам продукции;
производство и обработка автозапчастей, компонентов двигателей, продукции из листового металла, металлорежущих станков, природоохранного оборудования, оборудования для изготовления строительных материалов;
производство аккумуляторов и оборудования для изготовления аккумуляторов; операции по экспорту продукции собственного изготовления, включая машиностроительную и электронную продукцию, комплектное оборудование, экспорт технологий;
операции по импорту сырья и вспомогательных материалов, машинно-технической продукции, контрольно-измерительных приборов, компонентов и запчастей, а также технологий, необходимых предприятию для осуществления научно-исследовательской и производственной деятельности;
восоздания предприятий с совместным капиталом, осуществление совместных проектов.
Завод Kingred
Компания Suzhou Kingred Electrical and Mechanical Technology Co., Ltd расположена в Китае, в городе Сучжоу, специализируется на разработке, производстве и реализации проволочно-вырезных, копировально-прошивных электроэрозионных станков и супердрелей с 2005 года.
Обладая всеми необходимыми производственными мощностями, опытной базой и высококвалифицированной командой инженеров, завод выпускает качественное высокотехнологическое оборудование не протяжении более 10 лет. Для отвоевания доли рынка Suzhou Kingred Electrical and Mechanical Technology Co., Ltd пришлось сделать технологический рывок и освоить новейшие технологии и современные направления развития в области электроэрозионной обработки, и по сегодняшний день завод-производитель продолжает разработку новых моделей станков, чтобы удовлетворять возрастающие потребности рынка.

В 2014 году Kingred перенесла производственную базу в г. Хуайань провинции Цзянсу и основала там большой завод Huai’an Kingred CNC Technology Co.,Ltd. Штаб-квартира отдела продаж по прежнему расположена в Сучжоу. Площадь новой производственной базы составляет 40 000 км2. Завод ещё более увеличил технологические возможности выпускаемых электроэрозионных станков и ужесточил контроль на новой фабрике. Были внедрены термоконстантные сборочные цеха и новая система диагностики для полной уверенности в максимальной точности сборки станков. Использование комплектующих от ведущих мировых брендов гарантирует высокую надёжность выпускаемого оборудования.
Философия компании – «навстречу будущему, сохраняя инициативу и продолжая инновации».
Продукции предприятия серии KD отличается большими углами обработки, высокими показателями точности обработки и качества обработанной поверхности, серия ZL оснащается линейными моторами и полностью замкнутой системой контроля, благодаря оптическим линейкам обратной связи, в Китае машины такого типа выпускает только компания Kingred. Благодаря передовой конструкции и качественному производственному процессу компания поставляет оборудование в более чем 20 стран по всему миру.
Продукция Kingred отличается передовыми технологиями, жесткими требованиями к проверки качества выпускаемых станков, гибким и клиентоориентированным сервисной поддержкой и является лучшим решением для клиентов по всему миру. Взаимовыгодное долговременное сотрудничество с компаниями по всему миру для совместного создания светлого будущего.
Заключение
Довольно прочные позиции на мировом рынке металлорежущего оборудования занимает продукция японских фирм. Японское станкостроение прочно занимает лидирующие позиции в области высокоавтоматизированного металлорежущего оборудования, отличающегося к тому же высокой надежностью. Особое место в Японском станкостроении занимают всевозмодные обрабатывающие центры, а также измерительные станки.
На сегодня день промышленность Китая является самым крупным потребителем производства станкостроения, и входит в топ пять крупнейших производителей станков в мире, с каждым годом увеличивая экспорт оборудования на Американский и Европейский рынок (станки из КНР особо востребованы на рынке США). Отличительная особенность Китайских станков, их низкая цена по сравнению с Европейскими или Американскими аналогами, при этом качественная составляющая Китайского оборудования постоянно увеличивается, что дает определенные предпосылки полагать, что наряду с Японией, производители станков из Китая в ближайшие пару лет станут лидерами мирового станкостроения. Уже сейчас на многих производственных площадях предприятий России стоят Китайские токарные станки, Китайские фрезерные станки, Китайские обрабатывающие центры, в том числе — токарные обрабатывающие центры, фрезерные обрабатывающие центры ЧПУ,.Китайские гильотины (гильотинные ножницы), Китайские трубогибачные (гибочные и трубогибочные станки, предназначенные для гибки труб). Особый рост продаж станков приходится на Китайские станки с ЧПУ.
Экспорт из КНР, в том числе оборудования, в Россию с каждым годом только увеличивается, об этом свидетельствует статистика ФТС России.
Показатели роста машиностроительного рынка Кнр свидетельствуют о том, что эта страна является лидером в этой отрасли промышленности. По темпам своего роста машиностроительный рынок Китая в прошлом году обогнал аналогичные отрасли промышленности таких стран, как Северная Америка, Япония и стран, входящих в Европейский Союз. Для того, чтобы понять масштабы роста машиностроительного рынка КНР, достаточно ознакомиться с цифрами. Так, выручка от реализации продукции машиностроительных заводов Китая в прошлом году составила 62 миллиард долларов США.
За последние 20 лет мировое потребление станков выросло почти в три раза, а мировое производство на пике в 2012 году достигло отметки в 100 миллиардов долларов. Солидную долю произведённых станков потребляют сами станкостроители — они раз в 7-10 лет осуществляют перевооружение и обновление своих мощностей
Доля Китая в экспорте станков является незначительной, и в 2015 году КНР находилась на 4-м месте в мировом станкостроительном табеле о рангах, преимущественно обеспечивая внутренний рынок. Доля китайской SMTCL на мировом рынке — 4%. В 2013 году Китай был третьим по величине производителем станков, однако в 2014 году КНР вышла на первое место, потеснив Германию и Японию. Особенность Китая — не только производство всех видов металлообрабатывающего оборудования, но и рост производства станков в кризисные периоды, в частности, в 2009 году (на 9,9% при среднем падении по странам в 1,6 раза). В Китае размещены производственные мощности мировых производителей ЧПУ, гидравлики и автоматики. А вот первые две строчки стабильно занимают Германия и Япония. Особенность данных станкостроительных стран — проведение скоординированной политики и совместное ведение бизнеса.
Что же касается России и Беларуси, то их доля в рамках стран ЕАЭС в мировом станкостроении является крайне малой и колеблется на уровне 1%.
Источник https://shanghai-maihong.ru/oborudovanie-obrabotki-metalla
Источник https://dawangcasting.com/ru/
Источник http://engcrafts.com/item/1778-kitaj